冲压工艺与模具设计习题1、什么叫分离工序和成型工序
其等效应力大小在什么范围
分离:板料在冲压力作用下,变形部分的应力超过材料的强度极限σb,使板料发生断裂而相互分开的工序,如落料、冲孔、剪切等成型:板料在冲压力作用下,变形部分的应力超过材料的屈服极限σs,但未达到其强度极限σb,是材料产生塑性变形,从而成形工件,如弯曲、拉深、翻边等2、什么叫塑性成型的体积不变定理
试写出其表达式
塑性变形时,物体主要是发生形状的改变,而体积变化极小,可以忽略不计,这就是塑性变形的体积不变定理
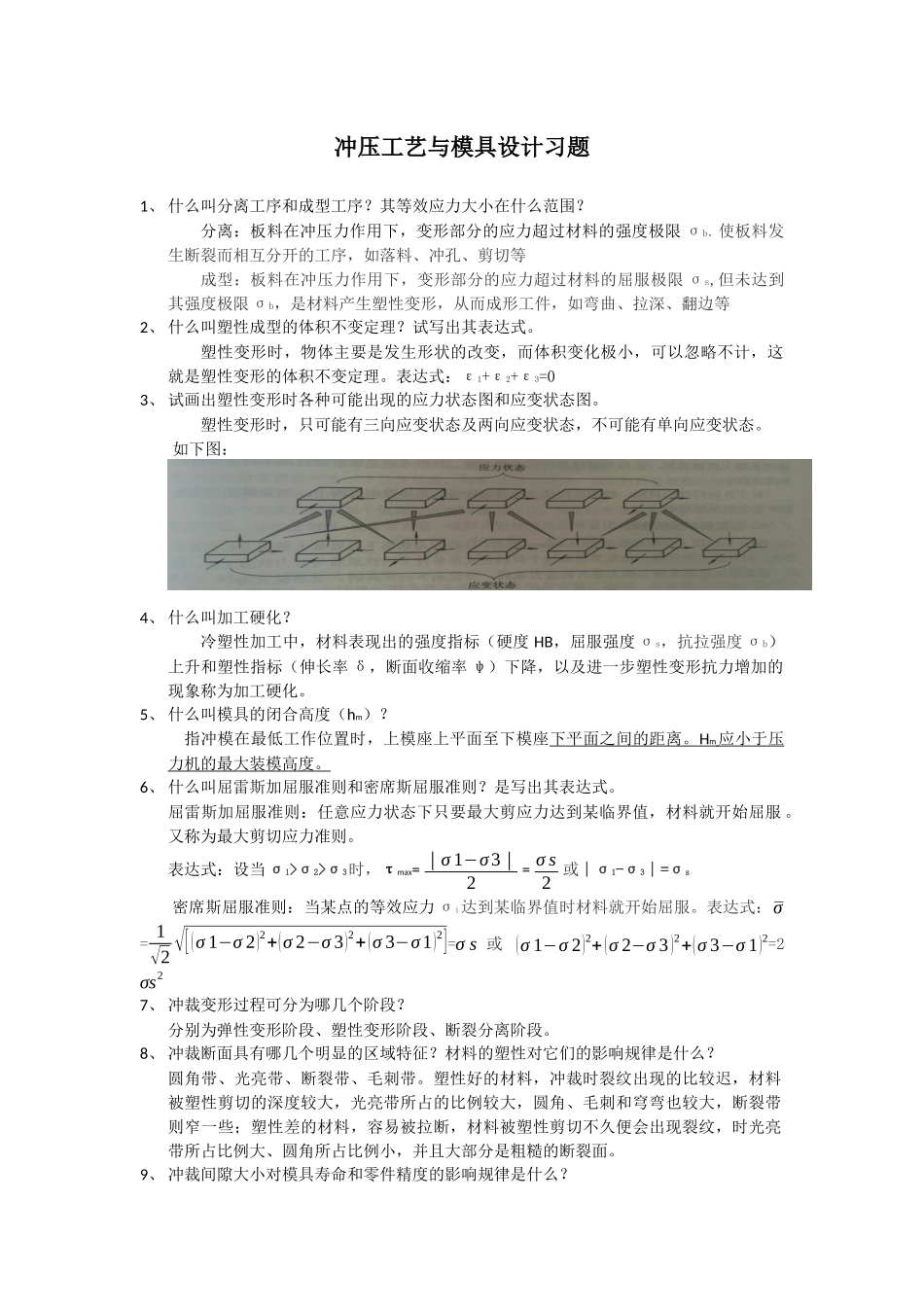
表达式:ε1+ε2+ε3=03、试画出塑性变形时各种可能出现的应力状态图和应变状态图
塑性变形时,只可能有三向应变状态及两向应变状态,不可能有单向应变状态
如下图:4、什么叫加工硬化
冷塑性加工中,材料表现出的强度指标(硬度HB,屈服强度σs,抗拉强度σb)上升和塑性指标(伸长率δ,断面收缩率ψ)下降,以及进一步塑性变形抗力增加的现象称为加工硬化
5、什么叫模具的闭合高度(hm)
指冲模在最低工作位置时,上模座上平面至下模座下平面之间的距离
Hm应小于压力机的最大装模高度
6、什么叫屈雷斯加屈服准则和密席斯屈服准则
是写出其表达式
屈雷斯加屈服准则:任意应力状态下只要最大剪应力达到某临界值,材料就开始屈服
又称为最大剪切应力准则
表达式:设当σ1>σ2>σ3时,τmax=∣σ1−σ3∣2=σs2或∣σ1-σ3∣=σs密席斯屈服准则:当某点的等效应力σi达到某临界值时材料就开始屈服
表达式:σ=1√2√[(σ1−σ2)2+(σ2−σ3)2+(σ3−σ1)2]=σs或(σ1−σ2)2+(σ2−σ3)2+(σ3−σ1)2=2σs27、冲裁变形过程可分为哪几个阶段
分别为弹性变形阶段、塑性变形阶段、断裂分离阶段
8、冲裁断面具有哪几个明显的区域特征
材料的塑性对它们的影响规律是什么
圆角带、光亮带、断裂带、