成都电子机械高等专科学校模教 案课程名称 模具制造工艺及实训 任课教师 谢建 任 课 系 机械工程系 教 研 室 模具专业教研室 教学课题第 4 章 模具零件电火花加工4
1 电火花加工原理4
2 电火花成型加工(1)教学目的与要求1、了解电火花加工原理及特点;2、了解电火花加工时影响工件表面质量的主要因素;3、掌握常用电极材料的特点;4、掌握成型电极尺寸的确定;教学重点成型电极尺寸的确定;影响电火花加工零件表面质量的主要因素难点电火花加工的微观过程和电火花成型加工中的参数控制主要教学方法和手段讲授、讨论教具多媒体课后作业思考题与习题1、简述数控电火花成型加工的基本原理
2、电火花成型加工的主要工艺参数有哪些
3、什么是电火花加工过程中的极性效应
加工时如何正确选择加工极性
4、在电火花加工中怎样协调生产率和加工表面粗糙度之间相互矛盾的关系
第 4 章 模具零件电火花加工电火花加工是在加工过程中,利用两极(工具电极和工件电极)之间不断产生脉冲性的火花放电,靠放电时局部、瞬时产生的高温把金属蚀除下来,以使零件的尺寸、形状和表面质量达到预定要求的加工方法
电火花加工中工件和电极都会受到电腐蚀作用,只是两极的蚀除量不同,这种现象称为极性效应
工件接正极的加工方法称为正极性加工;反之,称为负极性加工
电火花放电加工按工具电极和工件的相互运动关系的不同,可以分为电火花穿孔成形加工、电火花线切割、电火花磨削、电火花展成加工、电火花表面强化和电火花刻字等
其中,电火花穿孔成形加工和电火花线切割在模具加工中应用最广泛
1 电火花加工的基础知识4
1 电火花加工的基本原理及必要条件 1)工具电极和工件电极之间在加工时必须保持一定的间隙
2)火花放电必须在一定绝缘性能的介质中进行
3)放电点局部区域的功率密度足够高
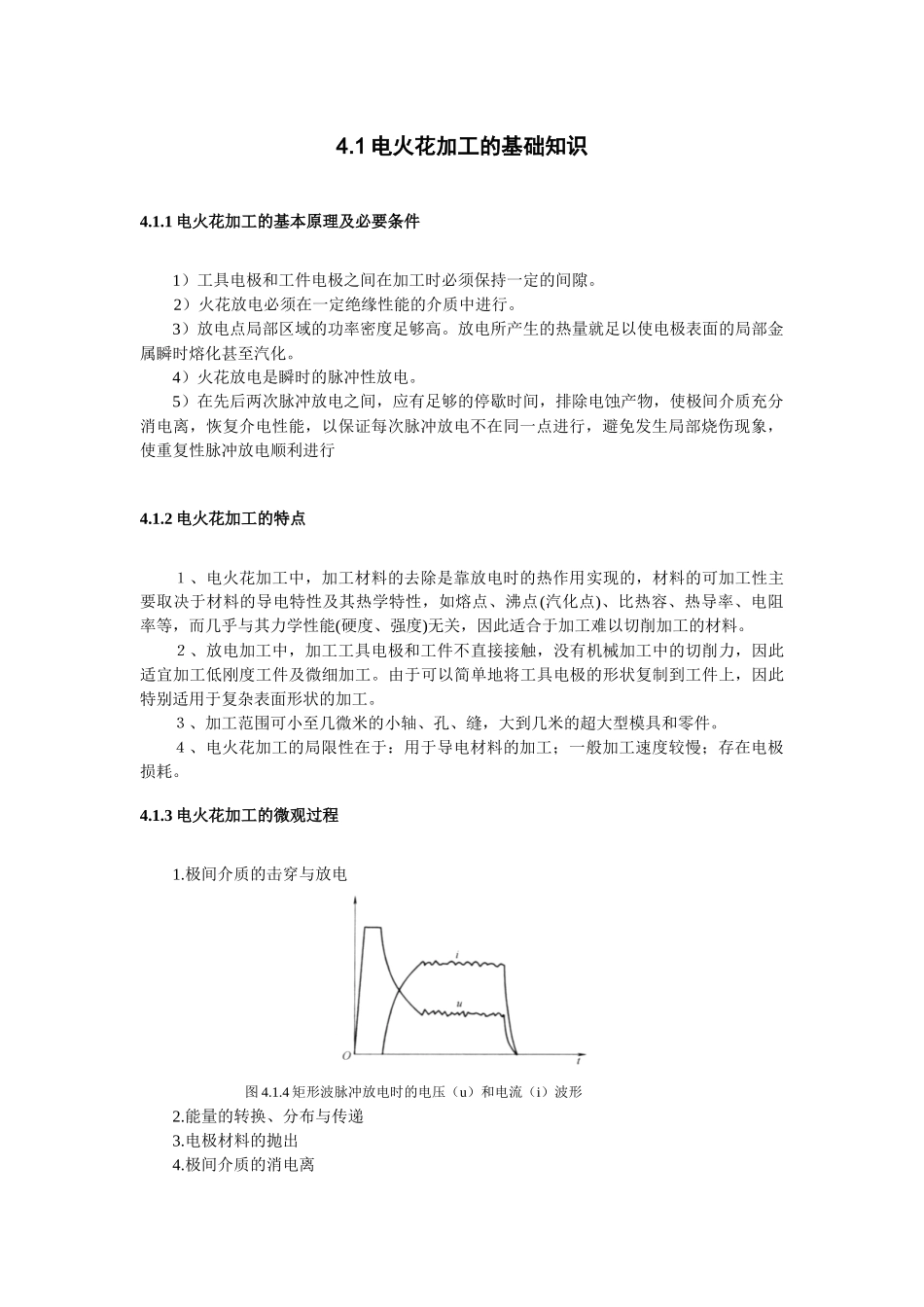
放电所产生的热量就足以使电极表面的局部金属瞬时熔化甚至汽化