热塑性塑料的焊接通常认为热塑性焊接是不可逆的
少数工艺如感应焊接可生产可逆组装件
至于选择哪种方法应在制件没计初作出,因为焊接方法对制件设计的要求可能是重要的,且不同焊接方法同差别显蓍
接触(电阻)焊7
挤出焊接 热气焊接技术通常用来焊接塑料管,片或半成品制品而不是注塑成型制件
但许多热塑性模塑制件,特别是热塑性汽车盘是用热气焊接技术修复的,另外热气焊接有时用来制备塑料样模制件
超声焊接焊接热塑性制件的最普通的方法是超声焊接
这种方法是采用低振幅,高频率(超声)振动能量使表面和分子摩擦产生焊接相连垫塑性制件所需的热量
(正弦超声振动)超声焊接在 20-50kHz 的频率范围内发生,其一般振幅范围为 15-60um
在低达 15kHz(较高振幅)的声频有时用于较大制件或较软材料
焊接过程通常在 0
5s 内发生
焊接工艺娈量包括焊接时间 , 焊头位置和焊接压力
超声焊接设备通常用来焊接中,小尺寸的热塑性塑料制件,而很大的制件可用多点焊接
超声焊接方法可根据焊接时间或焊缝位置(塌陷距离)或焊接能量控制
也对焊接压力和冷却时间提供附加控制
超声焊接设备一般不是在 20kHz 就是在 40kHz 频率下运行
20kHz 装置更常用
接头设计:第一类即最常用的接头类型,在被连接表面的垂直方向上利用超声振动
对接和 Z 形接合归入这一类,适用于多数聚合物
第二类超声焊接接头包括与接头表面平行的振动,形成剪切状态
各种类型的剪切和嵌接归入第二类
能量控制嚣接点与无定形材料一起使用最佳,图 1 所示较大的能量控制嚣结可在一些不密闭的半结晶材料中应用
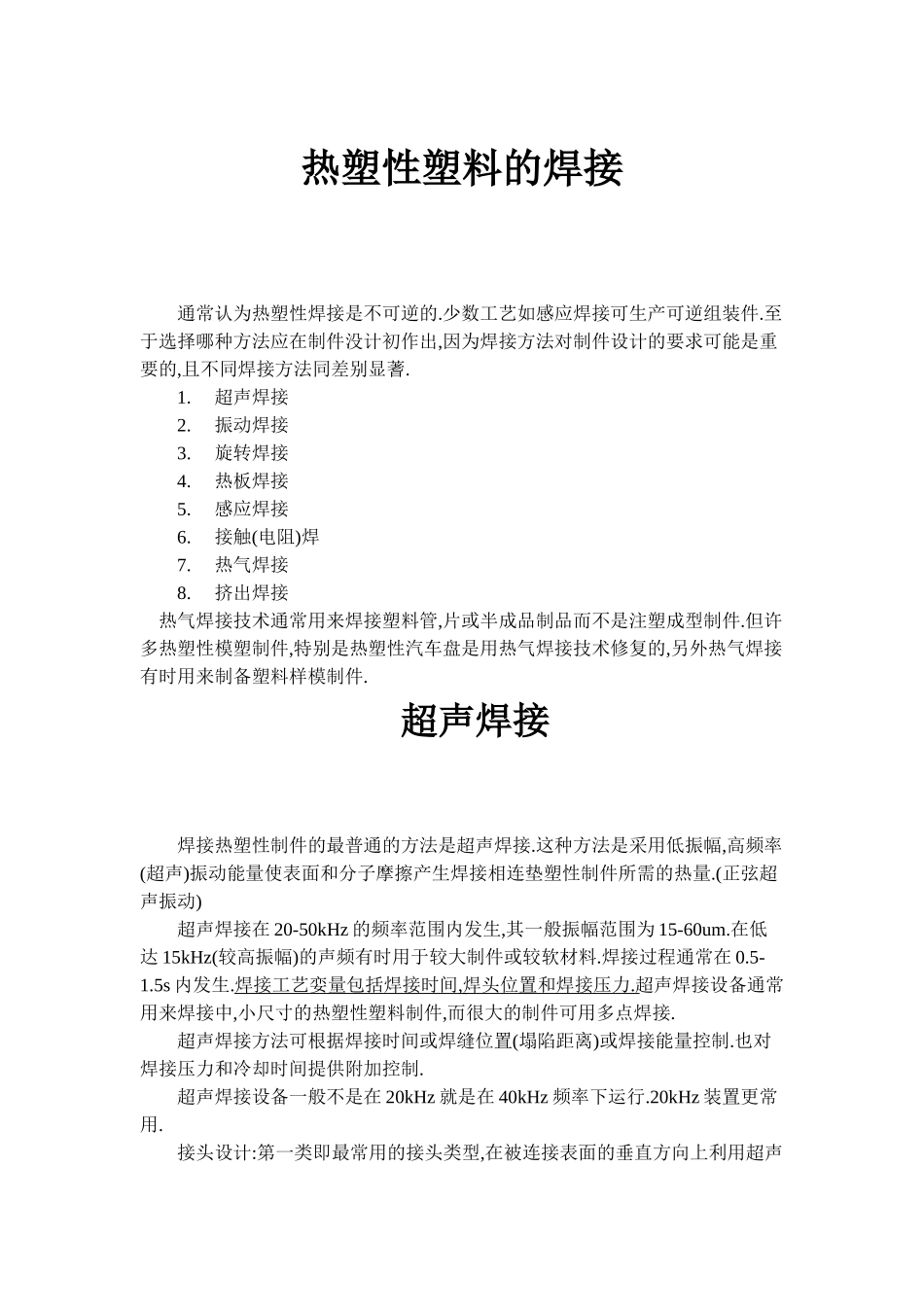
图 1 无定形和半结晶聚合物所用的能量导向嚣的近似尺寸此图所示的焊接接头是对普通能量控制接头设计的独特的改进
下面式件用一个粗糙或有纹理的表面改进