圆盘剪的设计与参数选择【摘要】 本文结合实际工程,介绍了推拉式酸洗线上圆盘剪的结构特点,刀具侧向间隙及刀盘重合度调整的方法等
并给出了剪切力、驱动功率的计算公式和实际例子
本圆盘剪已在华美推拉式酸洗线上使用
【关键词】 圆盘剪设计参数目录:1
圆盘剪概述2
圆盘剪主要技术性能3
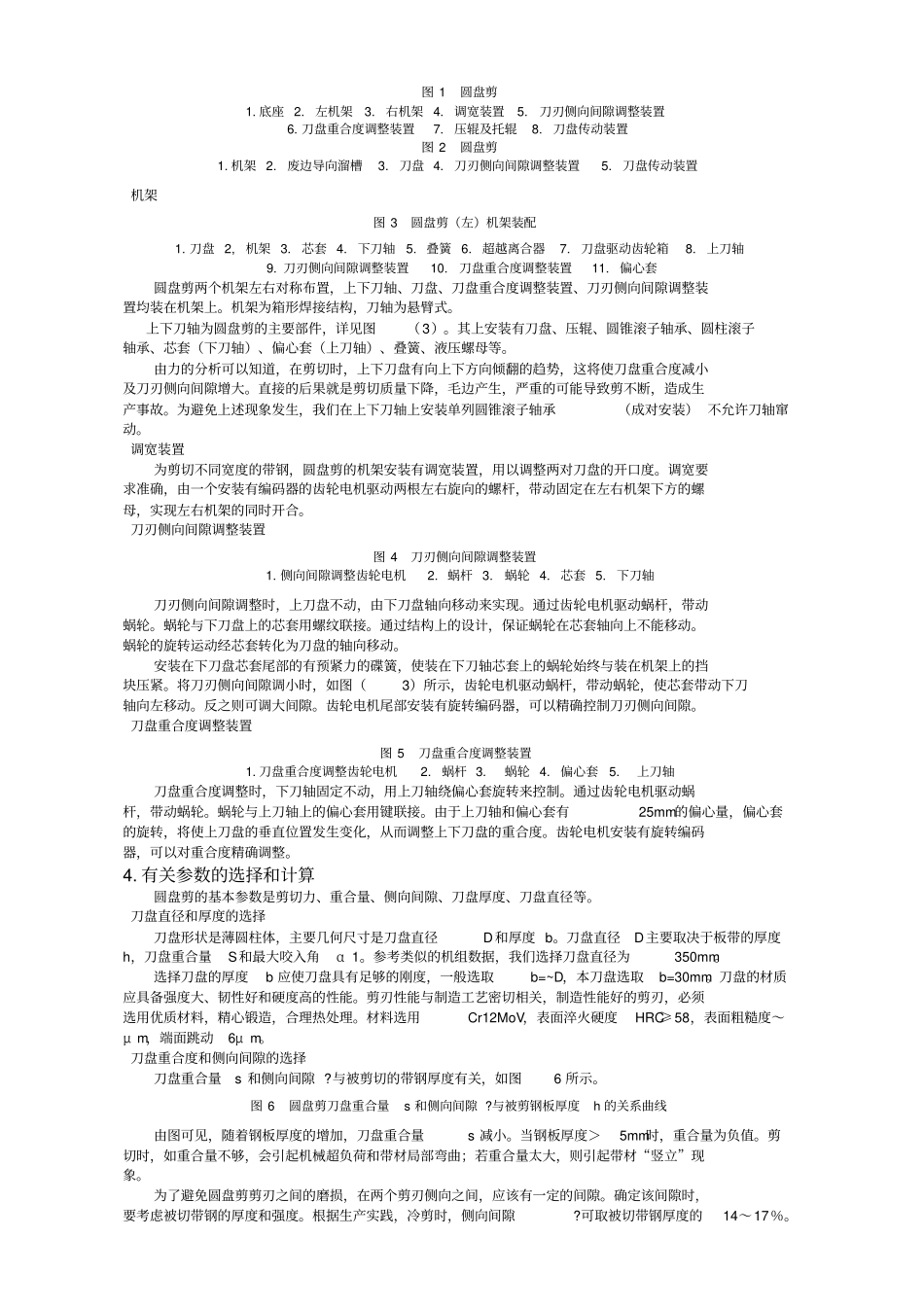
圆盘剪结构机架调宽装置刀刃侧向间隙调整装置刀盘重合度调整装置4
有关参数的选择和计算刀盘直径和厚度的选择刀盘重合度和侧向间隙的选择剪切力的计算剪切力矩的计算剪切电机功率校核5
结束语参考文献1
圆盘剪概述带钢在轧制过程中,有时边部会产生细小的裂缝等缺陷,如不及时切掉,极可能在后续加工过程中产生断带事故
所以在酸洗机组中均设置圆盘剪,以便去掉边缘损伤,并使成品带钢达到要求的宽度
另外圆盘剪还广泛用在冶金带钢生产线的其它机组中, 如横切机组、纵剪机组、重卷机组、拉矫机组、镀锡机组及焊接机组等
圆盘剪按其用途和构造可分为两大类: 带两对刀盘和多对刀盘
两对刀盘的圆盘剪只用来剪切带材的边部 , 故称切边圆盘剪或切边剪; 多对刀盘的圆盘剪在剪切带材边部的同时并将带材纵切成多条较窄的带材 , 故称分条圆盘剪或分条剪
圆盘剪按其传动方式又分为拉剪和动力剪; 所谓拉剪 , 即刀盘没有传动装置, 直接由机后的张力辊及卷取机等设备将带钢拉过圆盘剪进行剪切
本文介绍的圆盘剪是用在推拉式酸洗线上
它的特点是传动系统中装有超越离合器,当机组速度低于穿带速度时,圆盘剪按动力剪状态工作;当机组速度超过穿带速度时,离合器将脱开传动系统,圆盘剪按拉剪状态工作
为了使切边时不产生毛刺,并保持最小的宽度公差
必须用防跑偏装置加以控制,以使带钢对中和无冲击地进入圆盘剪
因此,在圆盘剪的入口侧布置了一套夹送辊纠偏装置
圆盘剪主要技术性能带钢厚度:~4
0mm 带钢宽度:700~1350mm 带钢强度极限:σ b≤610