塑料产品的退火处理(时间 :2006-3-16 9:26:31 共有 808 人次浏览)塑料制品的退火处理是指塑料在料筒里塑化不均或者产品在模腔内冷却速度不均而引起产品内应力的存在导致产品在以后有变形
退火处理是在产品在室内,用热液体介质如热水,热矿物油,热甘油等液体,加热到比产品使用温度高 20-35 度或者比产品的热变形温度低25-35 度的温度下,将产品放进去,退火的时间长短要视产品的壁厚而定,越厚的壁要退火的时间越长
要注意,经退火的产品拿出热液体后要摆平让它自然冷却,不可以用冷水采取速冷的方法
退火的产品一般为 PC,PS 等塑料,对于POM,PVC 等塑料就不用退火处理的
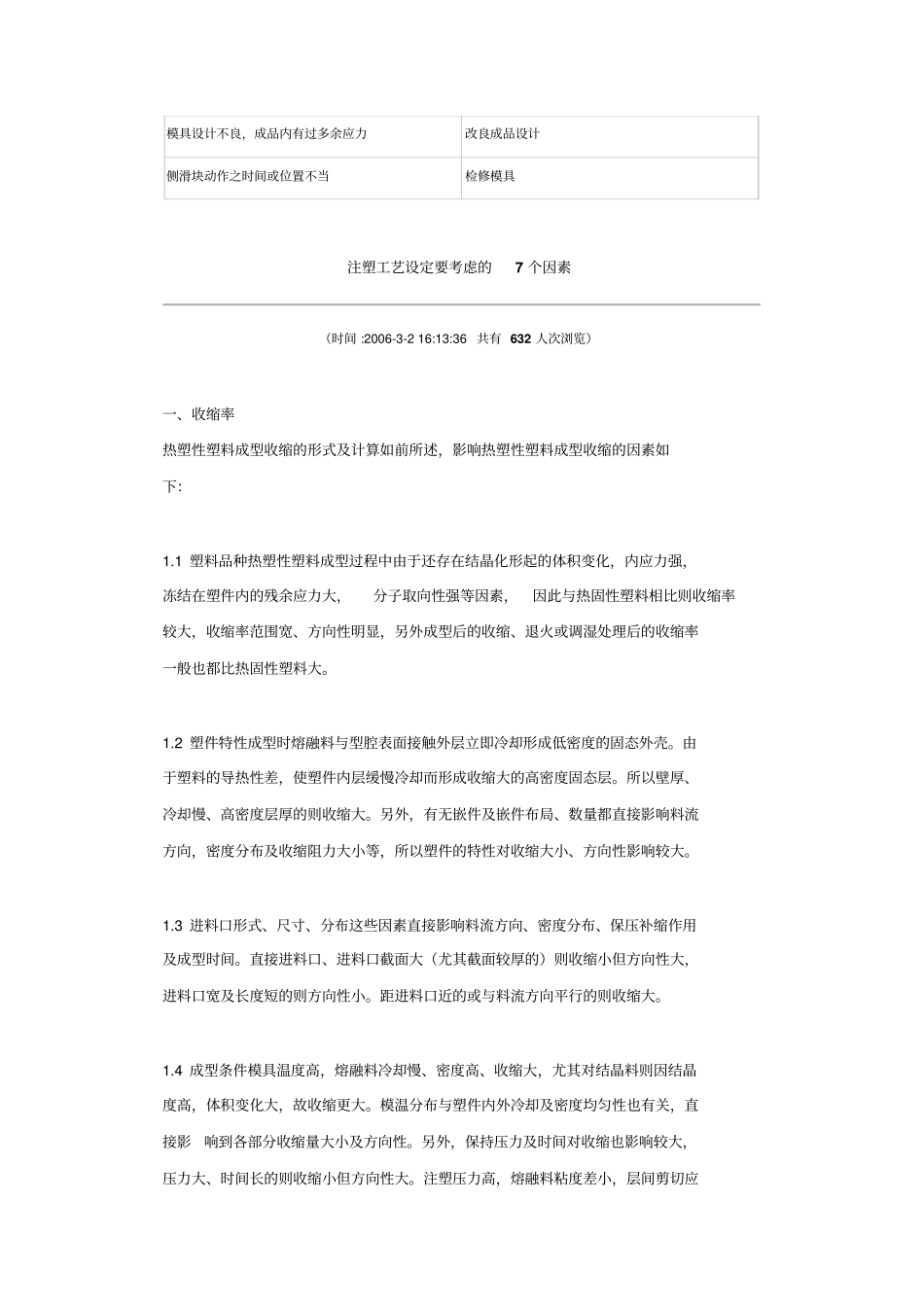
注塑成型开模时或顶出时成品破裂解决方法(时间 :2006-3-17 7:12:57 共有 787 人次浏览)故障原因处理方法填料过饱降低射胶压力,时间,速度及射胶量模温太低升高模温部份脱模角不够检修模具有脱模倒角检修模具成品脱模时不能平衡脱离检修模具顶针不够或位置不当检修模具脱模时局部产生真空现象开模可顶出慢速,加进气设备脱模剂不足略为增加脱模剂用量模具设计不良,成品内有过多余应力改良成品设计侧滑块动作之时间或位置不当检修模具注塑工艺设定要考虑的7 个因素(时间 :2006-3-2 16:13:36 共有 632 人次浏览)一、收缩率热塑性塑料成型收缩的形式及计算如前所述,影响热塑性塑料成型收缩的因素如下:1
1 塑料品种热塑性塑料成型过程中由于还存在结晶化形起的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此与热固性塑料相比则收缩率较大,收缩率范围宽、方向性明显,另外成型后的收缩、退火或调湿处理后的收缩率一般也都比热固性塑料大
2 塑件特性成型时熔融料与型腔表面接触外层立即冷却形成低密度的固态外壳
由于塑料的导热性差,使塑件内层缓慢冷却而形成收