如何进行产能负荷计算产能分析主要针对产品1、做哪些产品
2、产品的制程
3、每个制程的使用机器设备(设备负荷)
4、产品的总标准时间,每个制程的标准时间(个人负荷)
5、材料的准备前置时间
6、生产线及他仓库需用之场所大小(场所负荷)一般,着重于 人力负荷 及机器设备的能力分析
一、人力负荷分析步骤1 、依椐期间月的销售计划所预订的生产计划,针对各种产品的数量、标准时间, 计算出生产该产品所需的人力
标准时间又称“标准工时”
标准时间 =实际时间×( 1+宽裕率)一般的宽裕可分为:物的宽裕:作业宽裕(清理作业台、工具不适用)
人的宽裕:需要宽裕(上洗手间、喝水)
疲劳宽裕(因工作疲劳降低工作速度)
--------------------------------------------------------------- 首先要确定标准工时,再确定标准产能
标准时间的定义所谓的标准时间,就是指在正常条件下,一位受过训练的熟练工作者,在不受外在不良影响的条件下以规定的作业方法和用具,完成一定的质和量的工作所需的时间
标准时间( ST)的构成=观测时间x 评比因素 +私事宽放 +疲劳宽放 +程序宽放 +特别宽放 +政策宽放净时间:用跑表法或其他方法进行实际观测而得到的结果(取平均值或代表值)乘以评估系数,而得到的在标准作业速度下的时间
净时间 =具有代表性的观测时间x 评估系数评估系数分为速读评估法、西屋法(熟练度、努力程度、工作条件、一致性四个因素)标准时间 =观测时间 x 评比率 x (1+ 宽放率 ) 例如:某一单元观测时间为0
8min ,评比率为110%,宽放为 5%,则=0
8*110*(1+0
05/100) =0
924min 产能:是指生产设备在一定的时间内所能生产的产品数量,产能通常以标准直接工时为单位
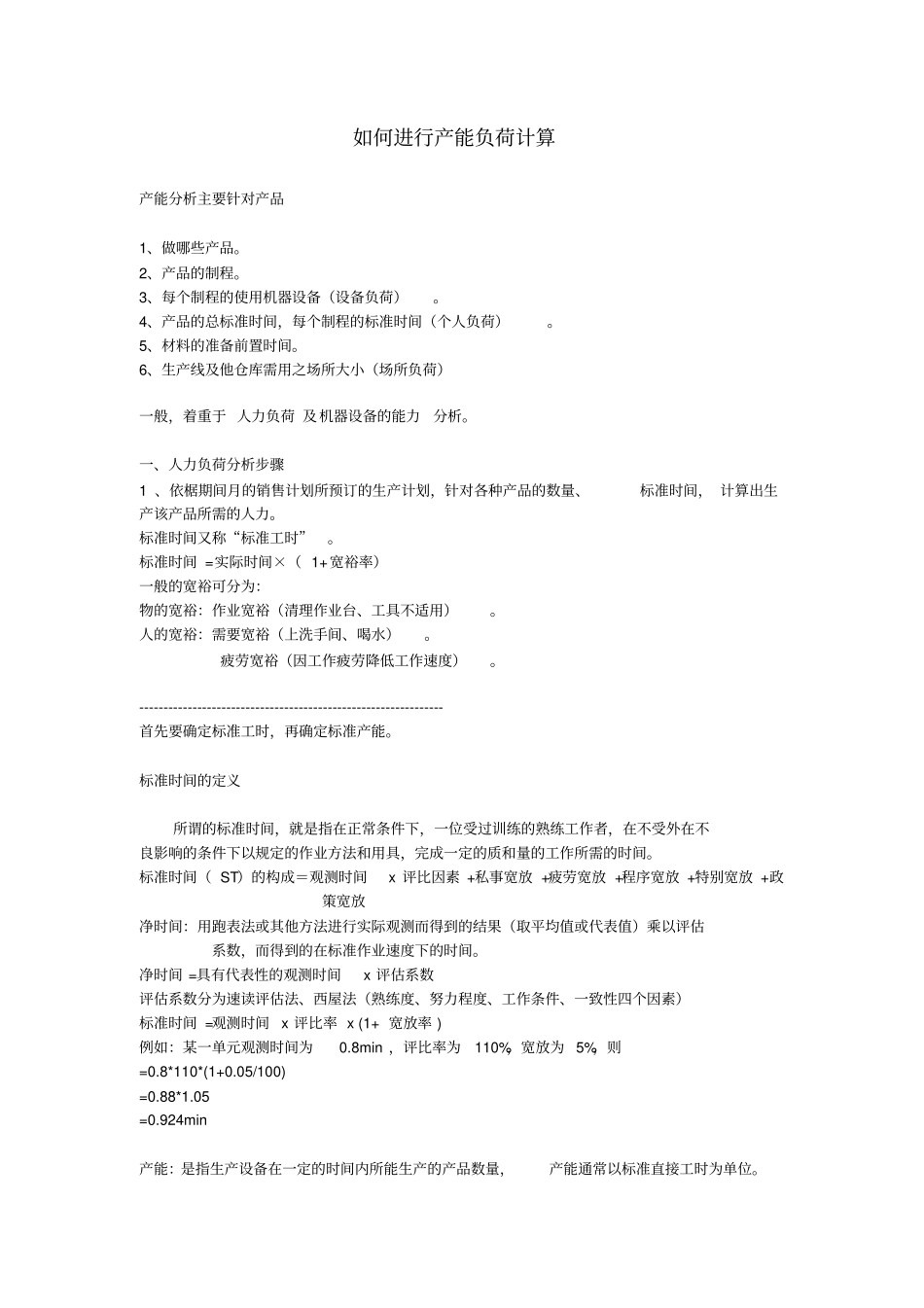
1 决定毛产能假定所有的机器每