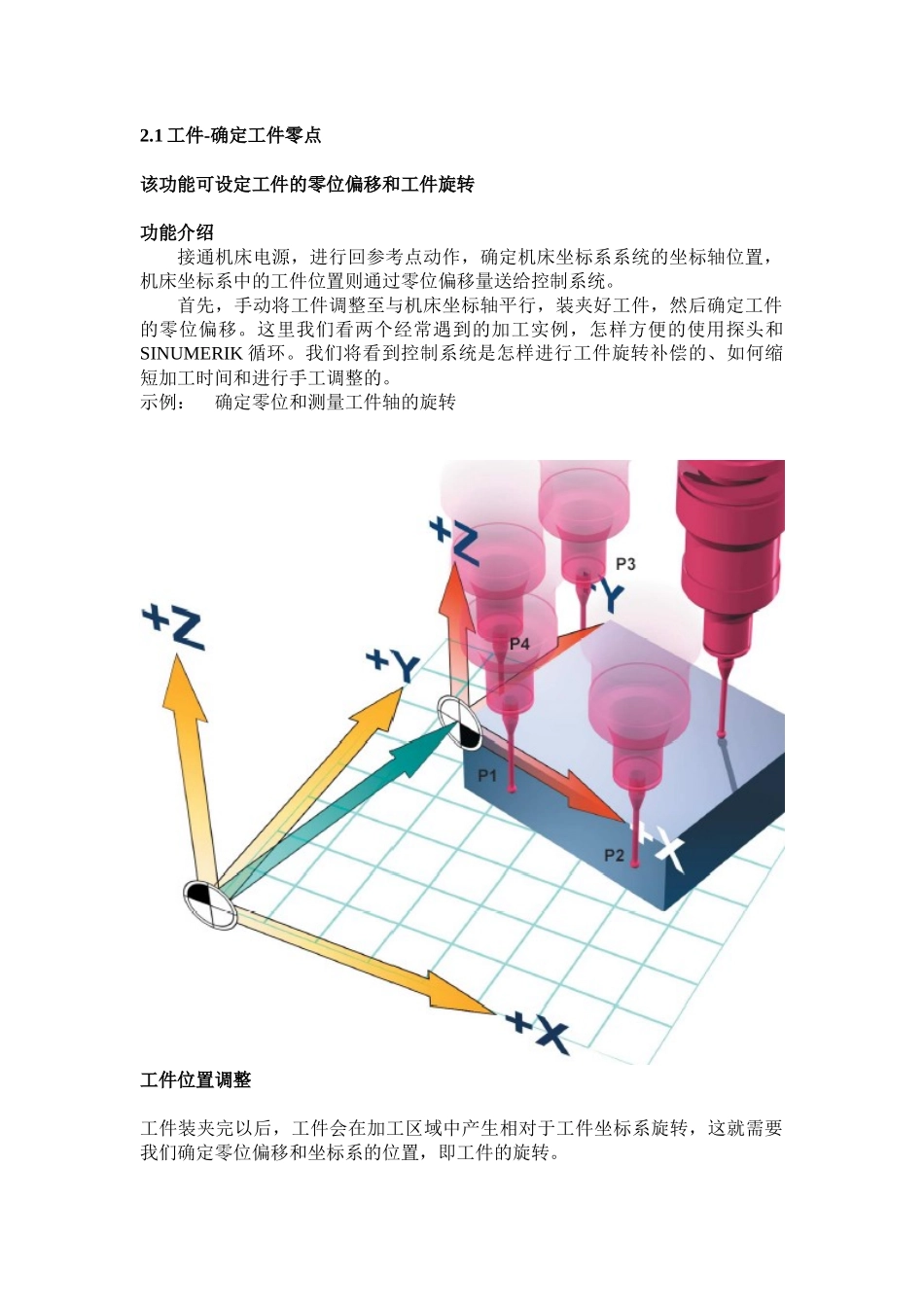
机床的操作目录2.1 工件-确定工件零位2.2 测量工具2.3 程序数据转换2.4 程序检测2.5 程序的执行和调用2.6 程序执行中断2.7 快速设置-CYCLE8322.8 SHOPMILL 功能2.1 工件-确定工件零点该功能可设定工件的零位偏移和工件旋转功能介绍接通机床电源,进行回参考点动作,确定机床坐标系系统的坐标轴位置,机床坐标系中的工件位置则通过零位偏移量送给控制系统。首先,手动将工件调整至与机床坐标轴平行,装夹好工件,然后确定工件的零位偏移。这里我们看两个经常遇到的加工实例,怎样方便的使用探头和SINUMERIK 循环。我们将看到控制系统是怎样进行工件旋转补偿的、如何缩短加工时间和进行手工调整的。示例: 确定零位和测量工件轴的旋转工件位置调整工件装夹完以后,工件会在加工区域中产生相对于工件坐标系旋转,这就需要我们确定零位偏移和坐标系的位置,即工件的旋转。准备工作探头校准,并在主轴上装夹;使刀具偏置有效安装测量用的测量循环装夹工件如果只加工一个工件(像通常的模具加工),要用 JOG 方式完成测量工作(如下所述),如果要在同一台设备上机加工几个类似的工件, 就要使用自动方式中两个测量循环(必须设定近似的零位)。零位的设定和工件旋转 选择“Machine” 操作方式 在机床控制面板上选择“Jog”方式 使用“Measure workpiece”工件测量功能 调用“Corner”拐角测量功能选择零位偏移的数据准备转换, 如 G54,G55,G56 或 G57, 在这个例子中,使用的是 G54 指令。 选择一个拐角作为一个基准点, 然后按下“Select” 键。 要在 G17 平面中测量一个拐角,就要测量 X,Y 方向上的零位偏移和绕 Z 轴旋转的零位偏移;而要想测量 Z 轴方向上的一个边,就要测量 Z 轴上的零位偏移。这个测量结果就是偏移和旋转的结构。 用“Axis keys”(轴键)将探头与工件前面上 P1 点接触 按下“NC Start” 键,执行自动测量功能:探头会向工件趋近,并往返一次, 然后返回到开始位置。 保存接触点 P1 用同样的方法对接触点 P2,P3(P4)执行自动测量操作并储存。 注意: 接触点 P4 只用在非矩形工件上。 按下“ Calculate Corner” 键:控制系统进行计算:a) 两条直线交点处为零位偏移的 X,Y 值b) 基本旋转为工件坐标系相对于 Z 轴的旋转量c) 零位偏移 G54 中输入的值,要着重考虑基本零位偏移的情况这样就确定了 X-Y 平面中零位偏移和相对于“Z”轴的旋...