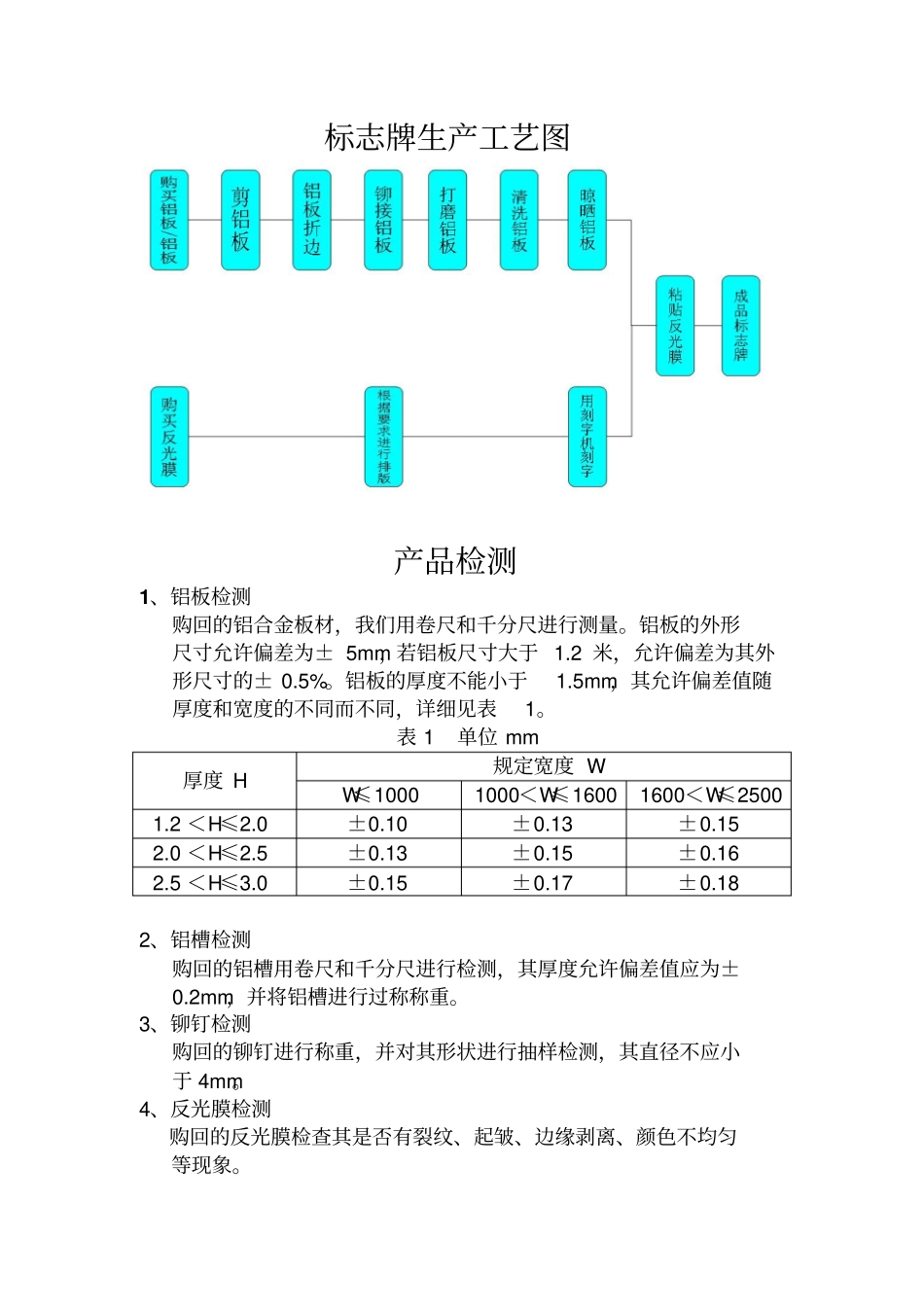
标志牌生产工艺图产品检测1、铝板检测购回的铝合金板材,我们用卷尺和千分尺进行测量
铝板的外形尺寸允许偏差为± 5mm,若铝板尺寸大于 1
2 米,允许偏差为其外形尺寸的± 0
铝板的厚度不能小于1
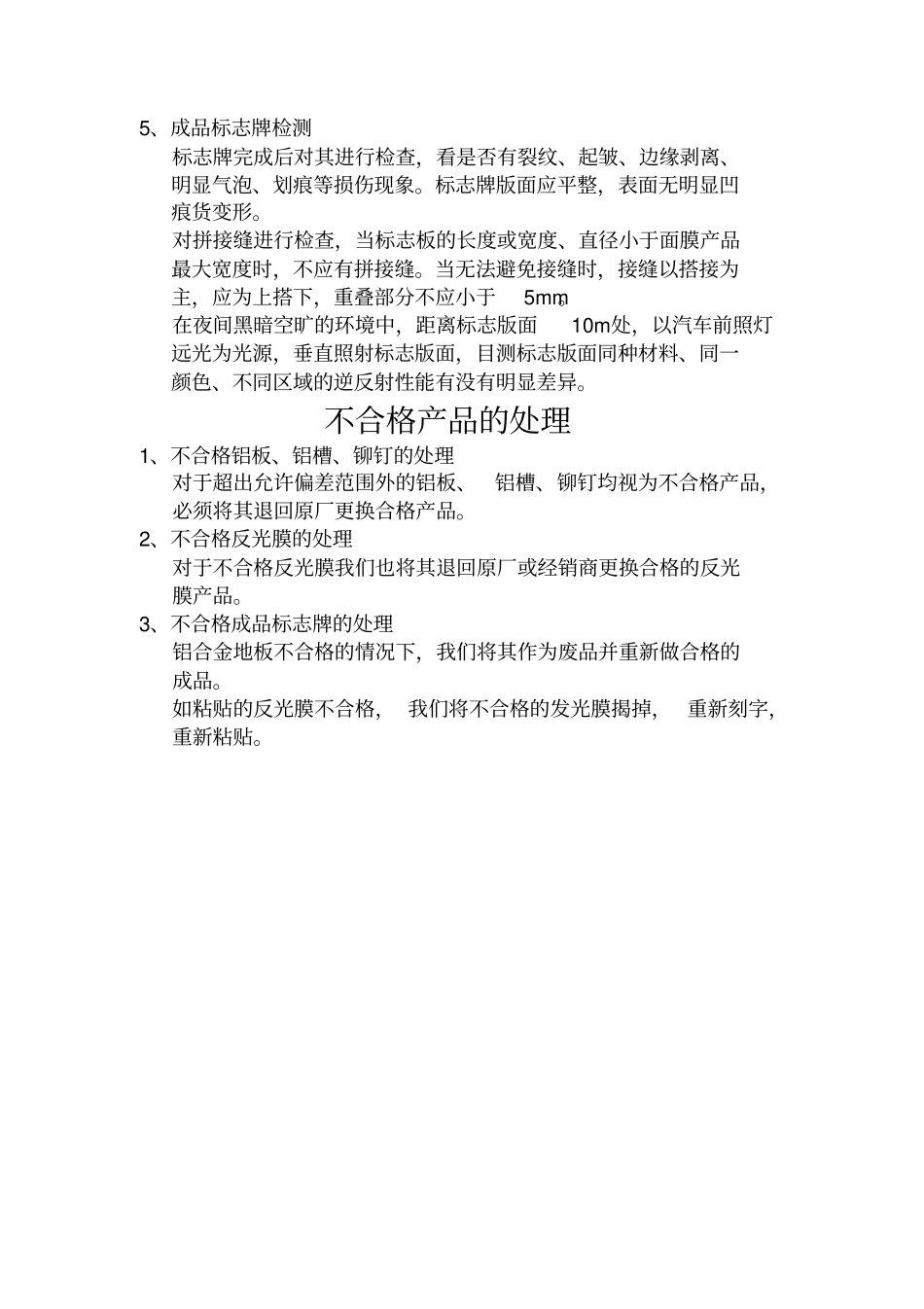
5mm,其允许偏差值随厚度和宽度的不同而不同,详细见表1
表 1 单位 mm 厚度 H 规定宽度 W W≤1000 1000<W≤1600 1600<W≤2500 1
2 <H≤2
0 <H≤2
5 <H≤3
18 2、铝槽检测购回的铝槽用卷尺和千分尺进行检测,其厚度允许偏差值应为±0
2mm,并将铝槽进行过称称重
3、铆钉检测购回的铆钉进行称重,并对其形状进行抽样检测,其直径不应小于 4mm
4、反光膜检测购回的反光膜检查其是否有裂纹、起皱、边缘剥离、颜色不均匀等现象
5、成品标志牌检测标志牌完成后对其进行检查,看是否有裂纹、起皱、边缘剥离、明显气泡、划痕等损伤现象
标志牌版面应平整,表面无明显凹痕货变形
对拼接缝进行检查,当标志板的长度或宽度、直径小于面膜产品最大宽度时,不应有拼接缝
当无法避免接缝时,接缝以搭接为主,应为上搭下,重叠部分不应小于5mm
在夜间黑暗空旷的环境中,距离标志版面10m处,以汽车前照灯远光为光源,垂直照射标志版面,目测标志版面同种材料、同一颜色、不同区域的逆反射性能有没有明显差异
不合格产品的处理1、不合格铝板、铝槽、铆钉的处理对于超出允许偏差范围外的铝板、铝槽、铆钉均视为不合格产品,必须将其退回原厂更换合格产品
2、不合格反光膜的处理对于不合格反光膜我们也将其退回原厂或经销商更换合格的反光膜产品
3、不合格成品标志牌的处理铝合金地板不合格的情况下,我们将其作为废品并重新做合格的成品
如粘贴的反光膜不合格, 我们将不合格的发