1 第三章 数控铣床的编程 第三节 基本编程方法(2 ) 一、组织教学:考勤、学习准备等
二、复习旧课: (一)、复习上学期学过的内容,进一步巩固所学过的知识
(二)、复习刀具半径补偿指令G40、G41、G42 1、指令格式为: ___4 24 10 1DYXGGG;G01 G40 X_Y_; 其中:G41——左偏半径补偿,指沿着刀具前进方向,向左侧偏移一个刀具半径, G42——右偏半径补偿,指沿着刀具前进方向,向右侧补偿一个刀具半径, X,Y——建立刀补直线段的终点坐标值
D ——数控系统存放刀具半径值的内存地址,后有两位数字
如:D01代表了存储在刀补内存表第1号中的刀具的半径值
刀具的半径值需预先用手工输入
G40——刀具半径补偿撤消指令
注意: ①刀具半径补偿平面的切换,必须在补偿取消方式下进行
②刀具半径补偿的建立与取消只能用G00 或 G01 指令,不得是 G02 或 G03
2、通过实例进一步巩固刀具半径补偿指令的应用,如图 1所示零件的加工程序
要求建立如图所示的工件坐标系,按箭头所指示的路径进行加工
设加工开始时刀具距离工件上表面 50mm,切削深度为2mm
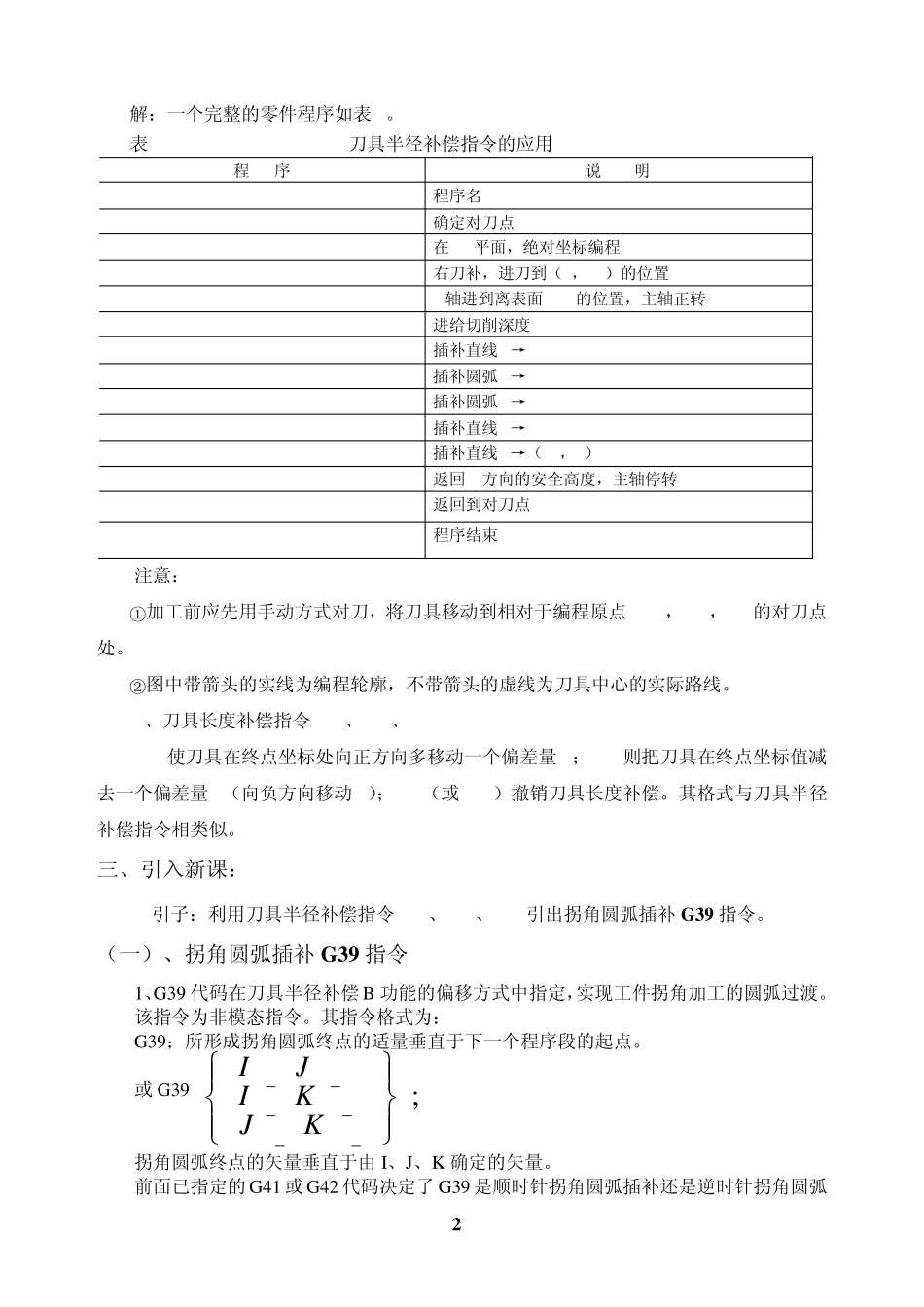
YXO30201010 203040-10-10ABCDE对刀点K①②③④⑤⑥⑦ 图 1 刀补指令的应用 2 解:一个完整的零件程序如表1
表1 刀具半径补偿指令的应用 程 序 说 明 %8031 程序名 N10 G92 X-10 Y-10 Z50 确定对刀点 N20 G90 G17 在XY平面,绝对坐标编程 N30 G42 G00 X4 Y10 D01 右刀补,进刀到(4,10)的位置 N40 Z2 M03 S900 Z轴进到离表面2mm的位置,主轴正转 N50 G01 Z-2 F800 进给切削深度 N60 X30 插补直线A→B N70 G03 X40 Y20 I0