~1~实施SPC的目的:(过程分布的最窄化)对过程作出可靠的评估;确定过程的统计控制界限,判断过程是否失控和过程是否有能力;为过程提供一个早期报警系统,及时监控过程的情况以防止废品的发生;减少对常规检验的依赖性,定时的观察以及系统的测量方法替代大量的检测和验证工作SPC——统计过程控制S(Statistical):运用统计性资料和分析技法P(Process):确认引起Process变动的原因和Process能力状态C(Control):为达成Process目标,维持和持续改进过程的管理活动
SPC强调预防,防患于未然是SPC的宗旨
什么是SPC
什么是SPC
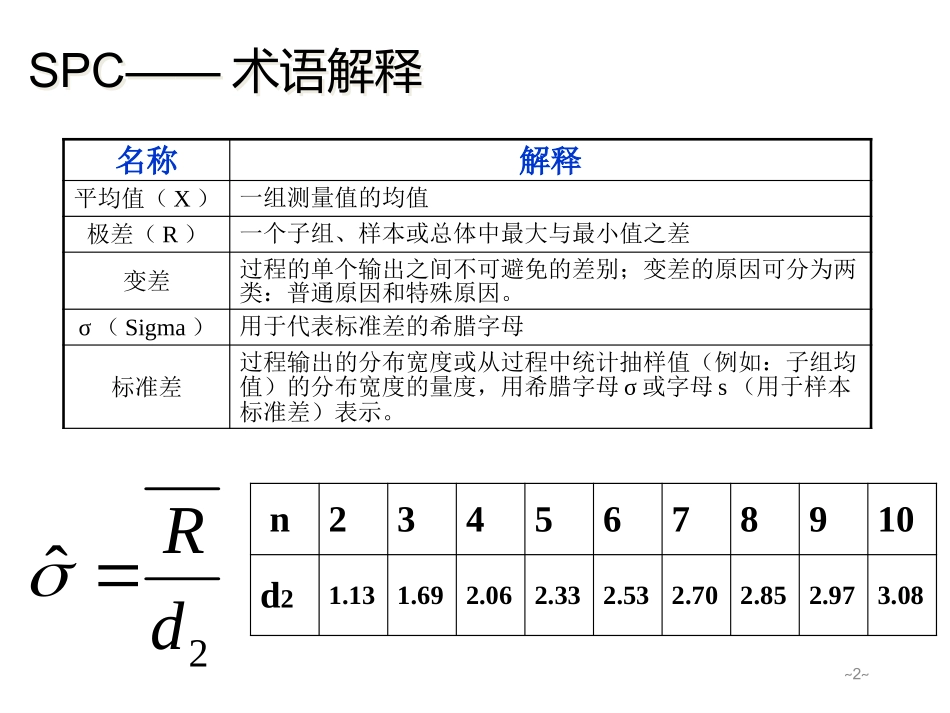
~2~名称解释平均值(X)一组测量值的均值极差(R)一个子组、样本或总体中最大与最小值之差变差过程的单个输出之间不可避免的差别;变差的原因可分为两类:普通原因和特殊原因
σ(Sigma)用于代表标准差的希腊字母标准差过程输出的分布宽度或从过程中统计抽样值(例如:子组均值)的分布宽度的量度,用希腊字母σ或字母s(用于样本标准差)表示
SPC——术语解释SPC——术语解释2ˆdRn2345678910d21
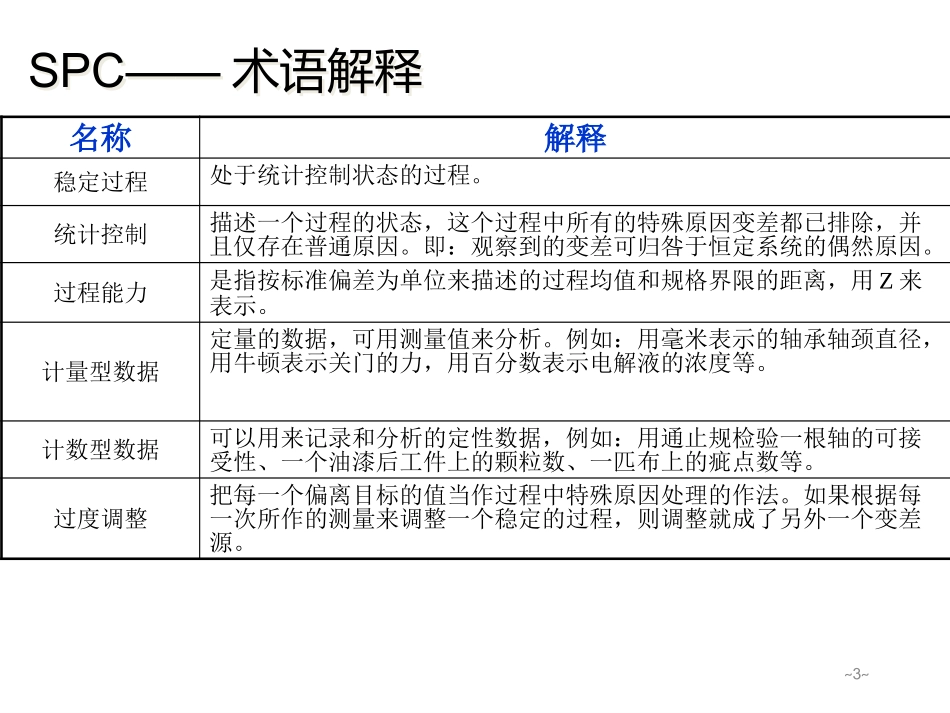
08~3~名称解释稳定过程处于统计控制状态的过程
统计控制描述一个过程的状态,这个过程中所有的特殊原因变差都已排除,并且仅存在普通原因
即:观察到的变差可归咎于恒定系统的偶然原因
过程能力是指按标准偏差为单位来描述的过程均值和规格界限的距离,用Z来表示
计量型数据定量的数据,可用测量值来分析
例如:用毫米表示的轴承轴颈直径,用牛顿表示关门的力,用百分数表示电解液的浓度等
计数型数据可以用来记录和分析的定性数据,例如:用通止规检验一根轴的可接受性、一个油漆后工件上的颗粒数、一匹布上的疵点数等
过度调整把每一个偏离目标的值当作过程中特殊原因处理的作