1 第二章 冲压工艺设计和冲压力的计算 2
1 冲压件(链轮)简介 链轮三维图如图2
1,材料为Q235,工件厚度3m m ,模具精度:IT13 为一般精度
1 零件三维图 图2
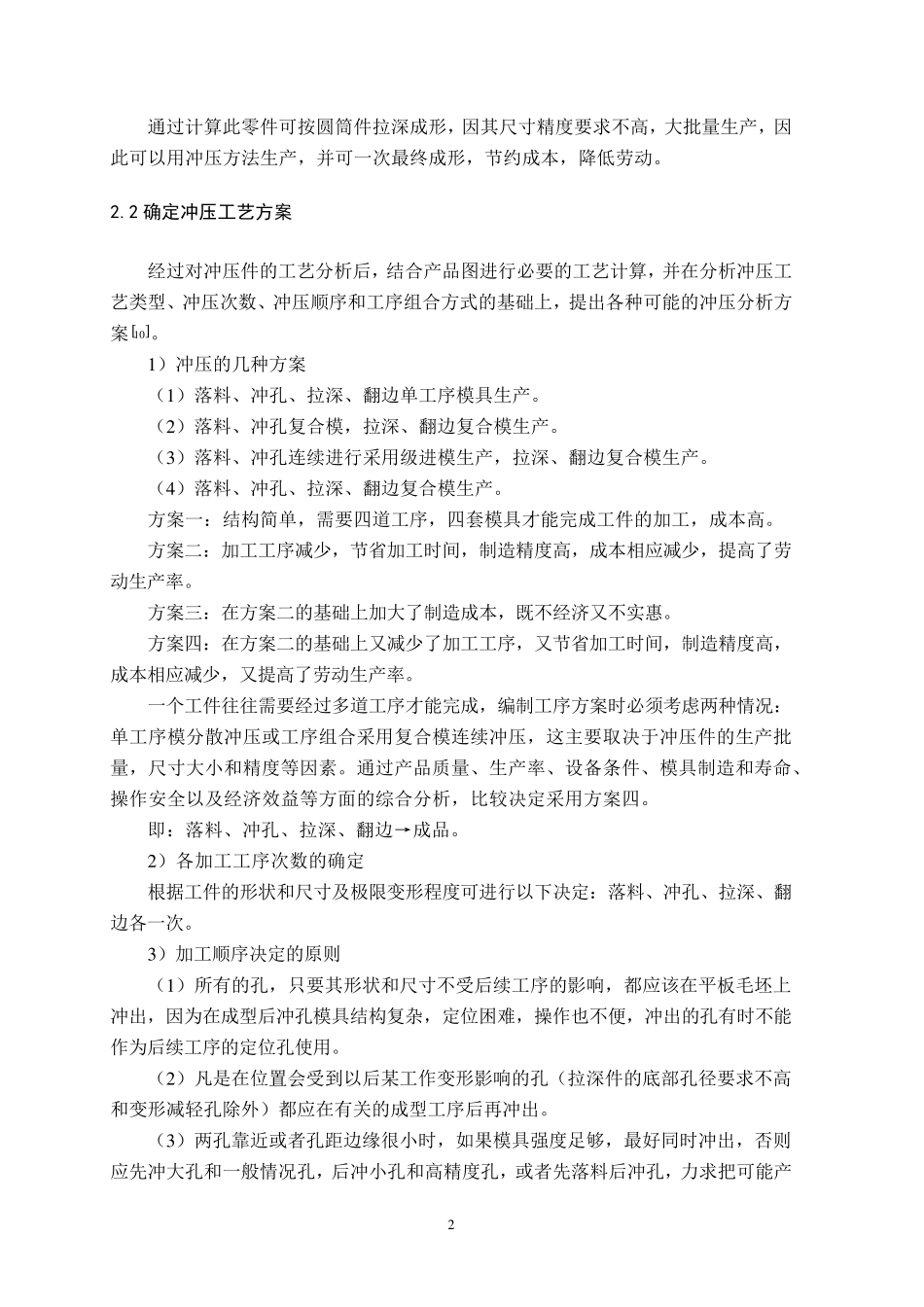
2 零件二维图 零件图如图2
2,从零件图分析,该冲压件采用3m m 的Q235 钢板冲压而成,可保证足够的刚度与强度
并可看出该零件的成形工序有落料、冲孔、拉深、翻边,其难点为该成形件的 拉深和翻边
该零件形状对称,无尖角和其它形状突变,为典型的板料冲压件
2 通 过 计 算 此 零 件 可 按 圆 筒 件 拉 深 成 形 , 因 其 尺 寸 精 度 要 求 不 高 , 大 批 量 生 产 , 因此 可 以 用 冲 压 方 法 生 产 , 并 可 一 次 最 终 成 形 , 节 约 成 本 , 降 低 劳 动
2 确定冲压工艺方案 经 过 对 冲 压 件 的 工 艺 分 析 后 , 结 合 产 品 图 进 行 必 要 的 工 艺 计 算 , 并 在 分 析 冲 压 工艺 类 型 、 冲 压 次 数 、 冲 压 顺 序 和 工 序 组 合 方 式 的 基 础 上 , 提 出 各 种 可 能 的 冲 压 分 析 方案 1 0
1 ) 冲 压 的 几 种 方 案 ( 1 ) 落 料 、 冲 孔 、 拉 深 、 翻 边 单 工 序 模 具 生 产
( 2 ) 落 料 、 冲 孔 复 合 模 , 拉 深 、 翻 边 复 合 模 生 产
( 3 ) 落 料 、 冲 孔 连 续 进 行 采 用 级 进 模 生 产 , 拉 深 、 翻 边 复 合 模 生 产
( 4 ) 落 料 、 冲 孔 、 拉 深 、 翻 边 复 合 模 生 产
方 案 一 : 结 构 简 单 , 需 要 四 道 工 序 , 四 套 模 具 才 能 完 成 工 件 的 加 工 , 成 本 高