冲 压 工 艺 培训教材 魏 龙 2004-5 第一章 绪 论 2 冷冲压是一种先进的金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料金属进行加工,以获得所需要的零件形状和尺寸
冲压工艺应用范围十分广泛,在国民经济各个部门中,几乎都有冲压加工产品,如汽车、飞机、拖拉机、电机、电器、仪表、铁道、邮电、化工以及轻工日用产品中均占有相当大的比重
冷冲压和切削加工比较,具有生产率高、加工成本低、材料利用率高、产品尺寸精度稳定、操作简单、容易实现机械化和自动化等一系列优点,特别适合大批量生产
一、 冲压工序的分类 冷冲压工艺按其变形性质可分为分离工序和成形工序两大类
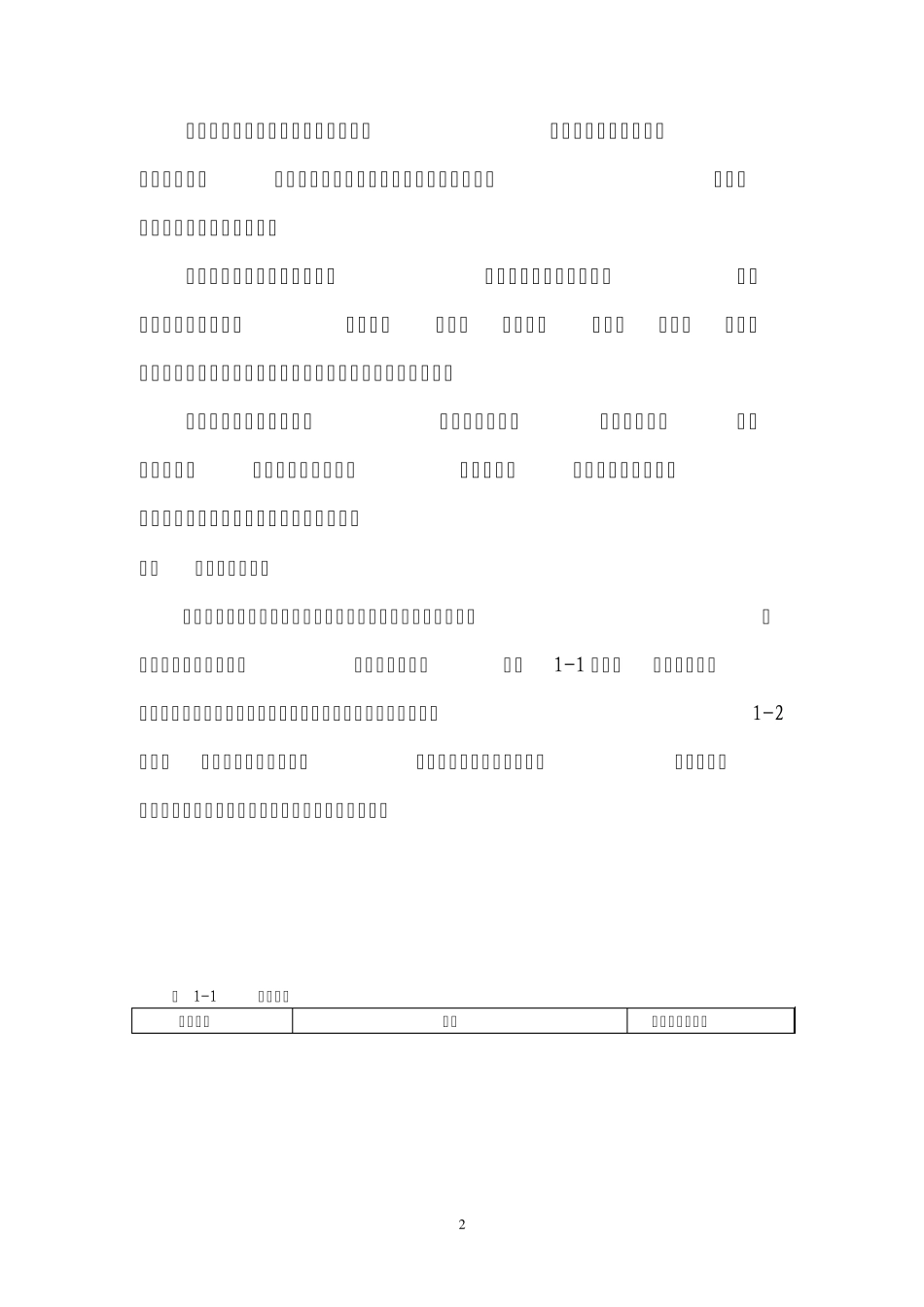
分离工序又可分为落料、冲孔和切边等,如表1-1 所示
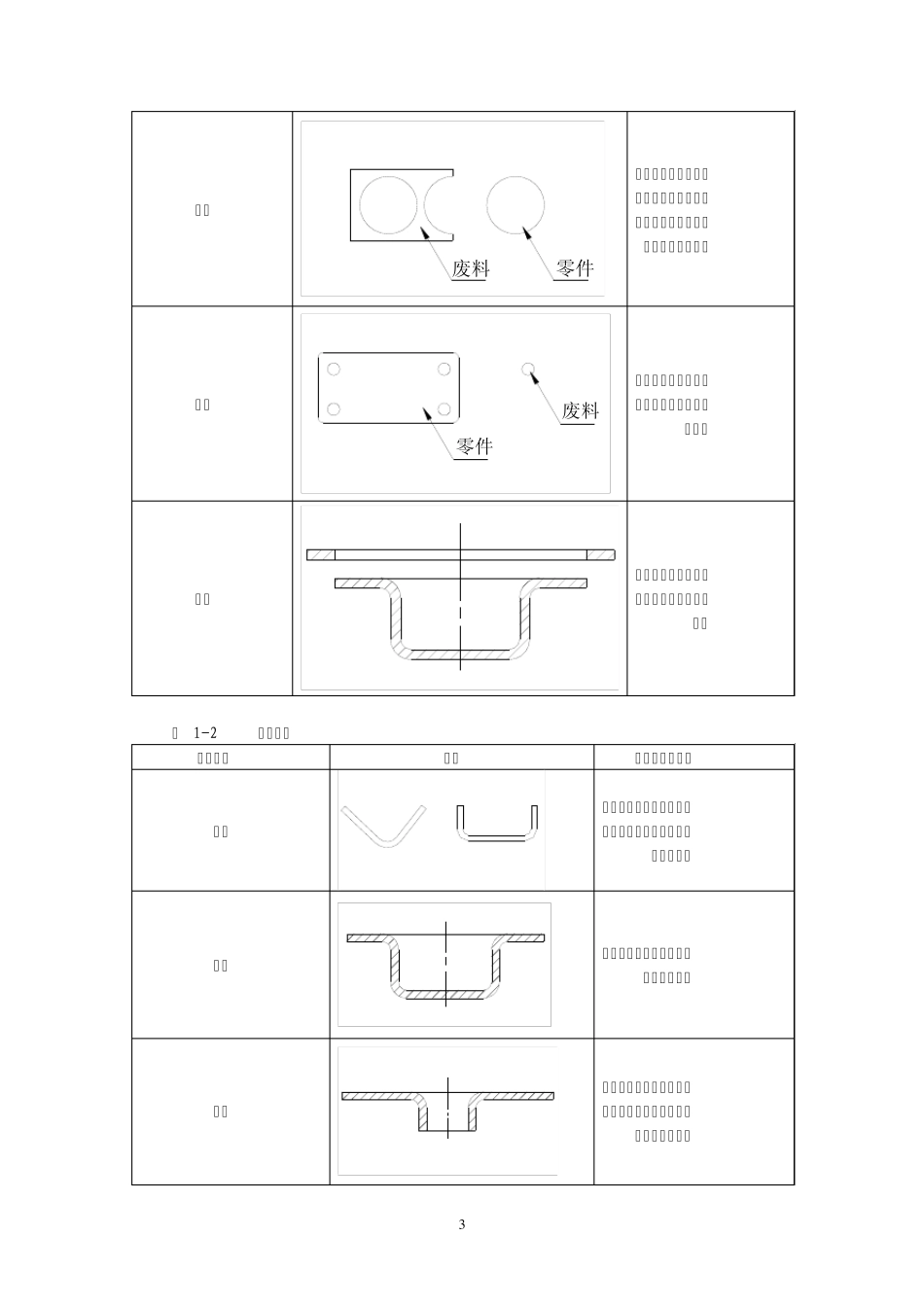
成形工序可分为弯曲、拉深、翻孔、翻边、胀形、扩口、缩口和旋压等,如表1-2所示
根据产品零件的形状、尺寸精度和其他技术要求,可分别采用各种工序对板料毛坯进行加工,以获得满意的零件
表 1-1 分离工序 工序名称 简图 特点及应用范围 3 落料 废料 零件 用冲模沿封闭轮廓曲线冲切,冲下部分是零件
用于制造各种形状的平板零件
冲孔 废料零件 用冲模沿封闭轮廓曲线冲切,冲下部分是废料
切边 将成形零件的边缘修切整齐或切成一定形状
表 1-2 成形工序 工序名称 简图 特点及应用范围 弯曲 将板料沿直线弯成各种形状,可以加工形状极为复杂的零件
拉深 将板料毛坯成形制成各种空心的零件
翻孔 在预先冲孔的板料半成品上或未经冲孔的板料冲制成竖立的边缘
4 第二章 冲 裁 冲裁是利用模具使板料产生分离的冲压工序,包括落料、冲孔、切口、剖切、修边等
用它可以制作零件或为弯曲、拉深、成形等工序准备毛坯
一、 落料 从板料上冲下所需形状的零件(或毛坯)叫落料
如图2-1 所示
废料零件 图 2-1 落料 废料零件 图 2-2 冲孔 二、冲孔