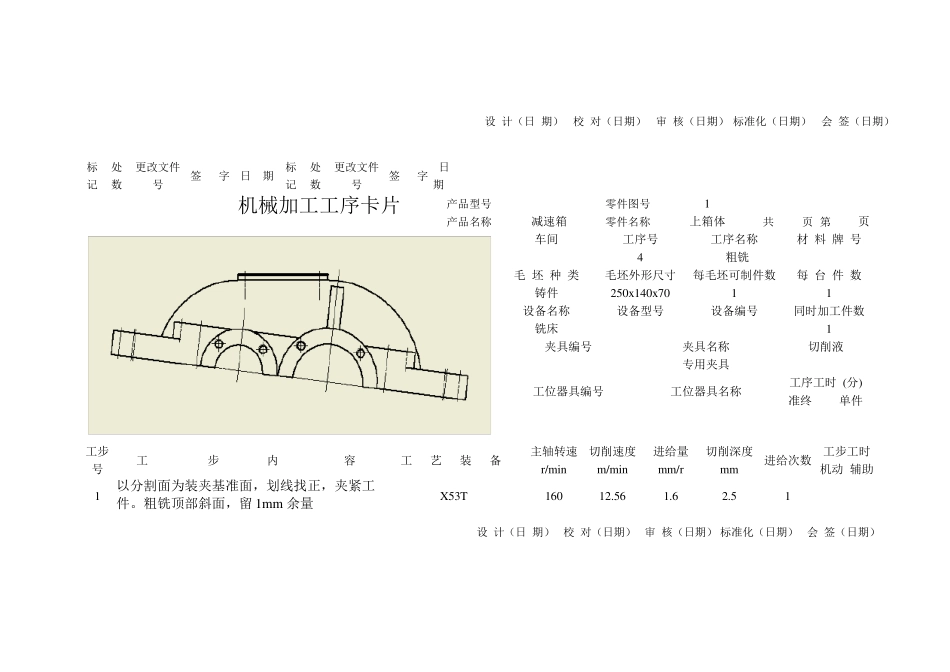
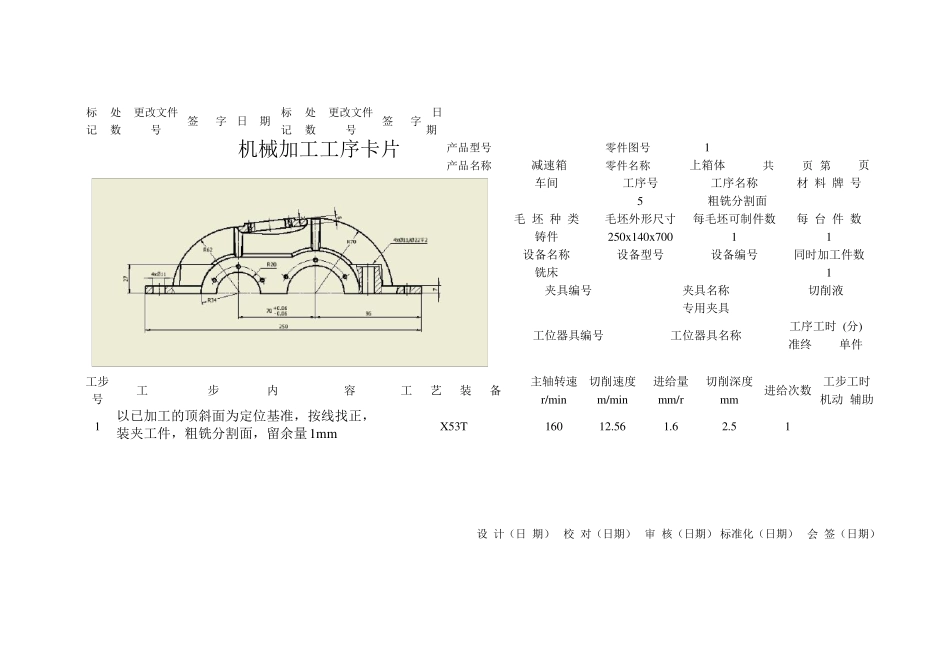
机械加工工艺过程卡片 产品型号 零件图号 1 产品名称 减速箱 零件名称 上箱体 共 页 第 页 材 料 牌 号 QT450 毛 坯 种 类 HT150 毛坯外形尺寸 250x140x70 每毛坯件数 1 每 台 件 数 1 备 注 工 序 号 工序 名称 工 序 内 容 车 间 工 段 设 备 工 艺 装 备 工 时 准终 单件 1 铸造 2 清沙 清除浇注系统,冒口,型砂,飞边,飞刺等 3 热处理 人工时效处理 退火炉 退火炉 4 粗铣 以分割面为定位基准,按线找正,装夹工件,粗铣顶斜面,留余量1mm X53T 硬质合金端铣刀﹑游标卡尺、工装XJ001 5 粗铣 以已加工的顶斜面为定位基准,按线找正,装夹工件,粗铣分割面,留余量1mm X53T 硬质合金端铣刀﹑游标卡尺、工装XJ002 6 精铣 以已加工的分割面为定位基准,按线找正,装夹工件,精铣顶斜面,保证尺寸
X53T 硬质合金端铣刀﹑游标卡尺、工装XJ003 7 精铣 以已加工的顶斜面为定位基准,按线找正,装夹工件,精铣顶面,保证尺寸要求
X53T 硬质合金端铣刀﹑游标卡尺、工装XJ004 8 合并 将上下箱体合并 9 钻、铰销钉孔 以箱体端面定位,钻 2-Φ6 销钉孔、铰 2-Φ6 销钉孔
装定位销 钻床 锥柄麻花钻、锥形铰刀、游标卡尺 10 钻 以箱体端面定位,钻 8-Φ10 连接孔
以顶斜面定位,钻 3-Φ6 连接孔 钻床 麻花钻、游标卡尺 11 铣 以某侧端面定位,粗、精铣另侧端面 数控铣床 数控铣床 12 镗 以底面、端面为定位基准,粗、精镗轴承孔 专用镗床 平口钳、镗刀 13 钻、攻 以已加工端面定位,钻、攻端盖螺钉孔 16-Φ6 钻床 平口钳、丝锥、游标卡尺 14 拆卸 拆卸上下箱体、去毛刺、清洗 机械加工工序卡片 产品型号 零件图号 1 产品名称 减速箱 零件名称 上箱体 共 页 第 页 车间