1 凸焊工艺规范 1 范围 本规范规定了公司常用标准件凸焊工艺技术要求
本规范适用于公司规划和设计部门对凸焊工艺的审查
2 规范性引用文件 无 3 术语 3
1 凸焊 凸焊是在焊接件的接合面上预先加工出一个或多个凸点,使其与另一焊接件表面相接触,加压并通电加热,凸点压溃后,使这些接触点形成焊点的电阻焊方法1)
凸焊的位置精度取决于定位销与被焊接对象之间的配合精度,奇瑞公司的凸焊理论定位偏差最大为:(螺母)0
2mm(螺栓)0
——————————《焊接工程师手册》 陈祝年 机械工业出版社 2002
1 第四章 凸焊工艺 * * 所有焊接标准件限于奇瑞公司汽车工程研究院的标准件库
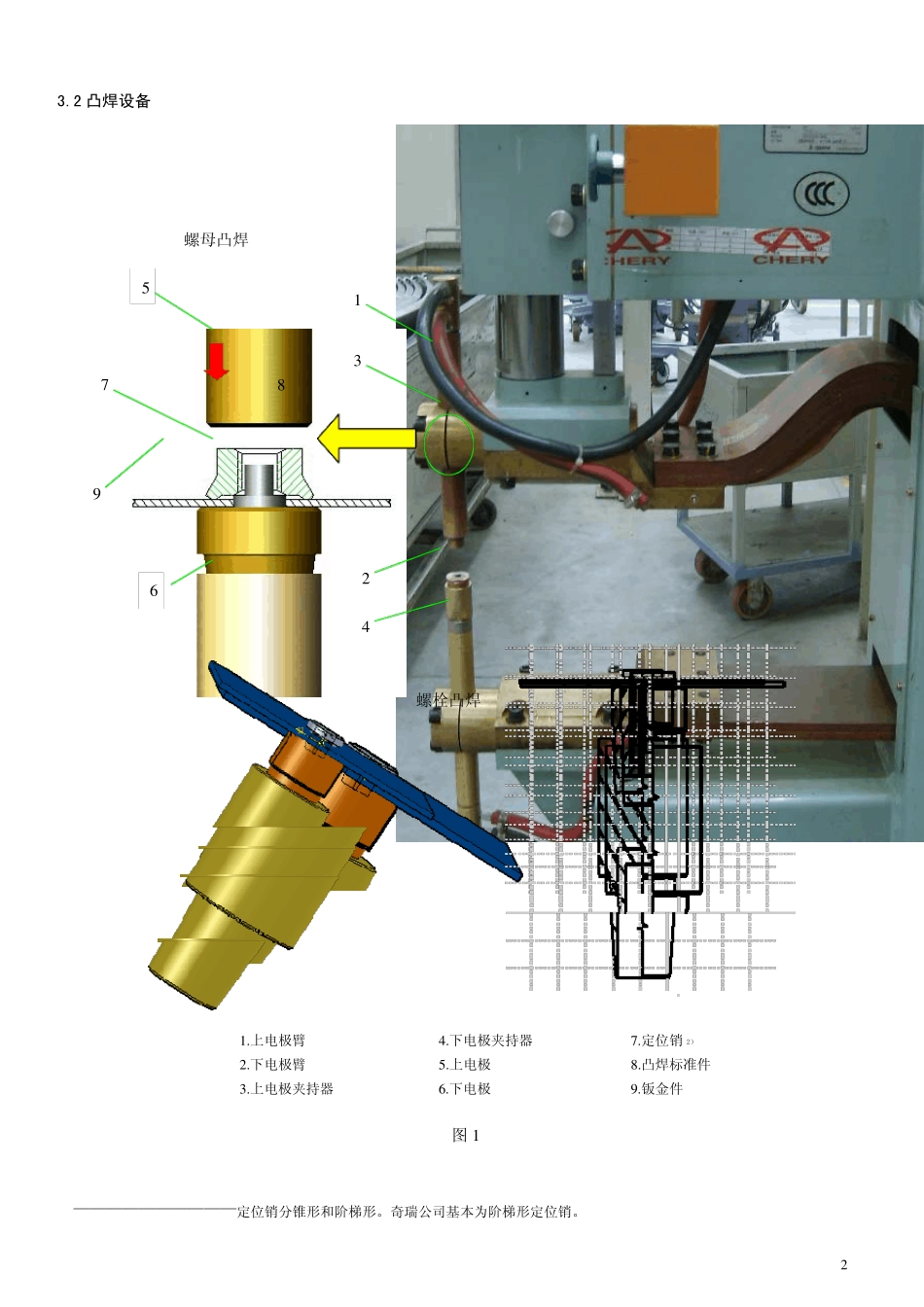
2 凸焊设备 ——————————定位销分锥形和阶梯形
奇瑞公司基本为阶梯形定位销
1 2 5 6 3 87 9 4 1
上电极臂 4
下电极夹持器 7
定位销 2) 2
下电极臂 5
凸焊标准件 3
上电极夹持器 6
钣金件 图 1 螺栓凸焊 螺母凸焊 3 图3 图2 图4 4 内容 4
1 螺母凸焊 4
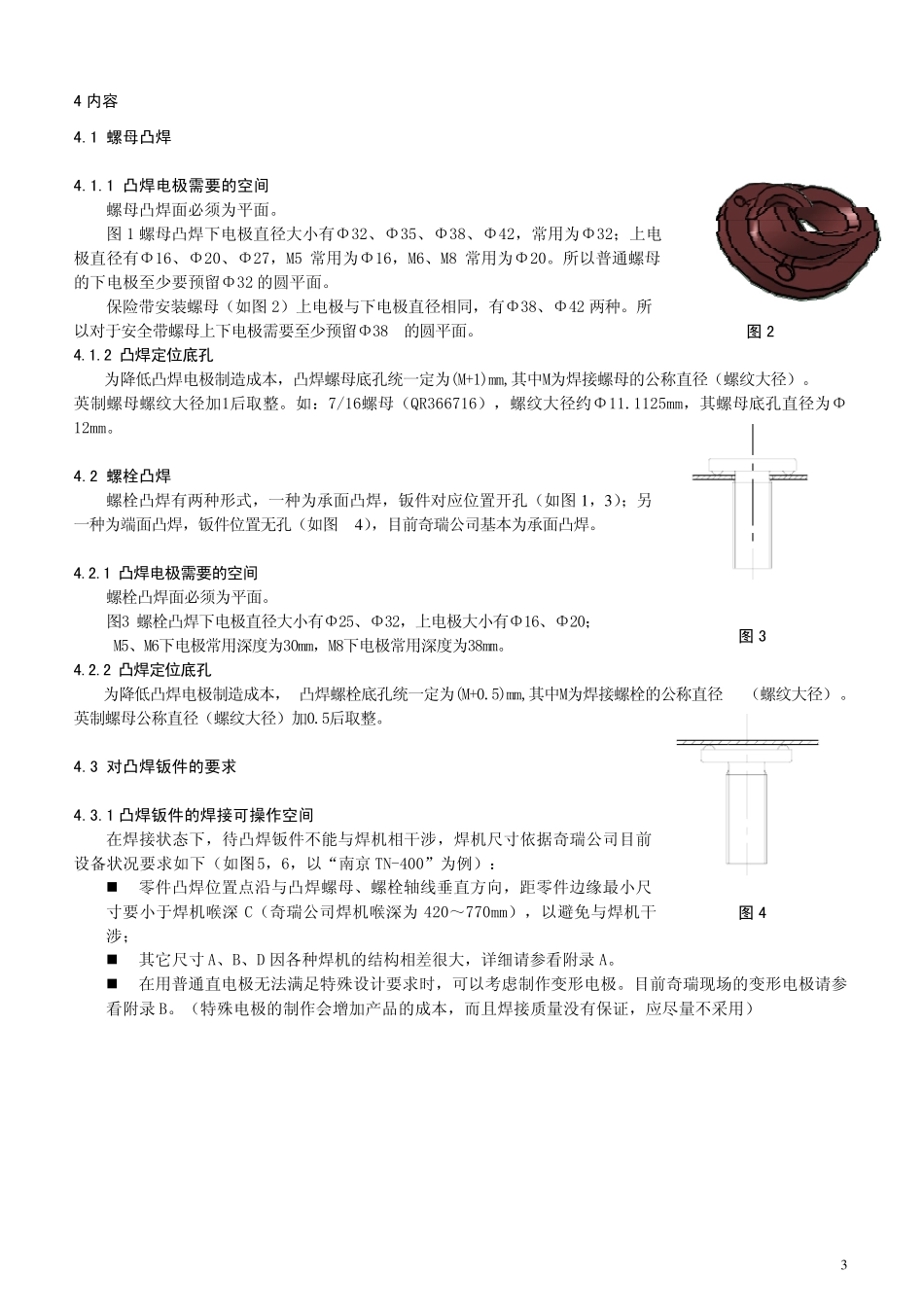
1 凸焊电极需要的空间 螺母凸焊面必须为平面
图1 螺母凸焊下电极直径大小有Φ32、Φ35、Φ38、Φ42,常用为Φ32;上电极直径有Φ16、Φ20、Φ27,M5 常用为Φ16,M6、M8 常用为Φ20
所以普通螺母的下电极至少要预留Φ32 的圆平面
保险带安装螺母(如图2)上电极与下电极直径相同,有Φ38、Φ42 两种
所以对于安全带螺母上下电极需要至少预留Φ38的圆平面
2 凸焊定位底孔 为降低凸焊电极制造成本,凸焊螺母底孔统一定为(M+1)mm,其中M为焊接螺母的公称直径(螺纹大径)
英制螺母螺纹大径加1后取整
如:7/16螺母(QR366716),螺纹大径约Φ11
1125mm,其螺母底孔直径为Φ1