金属3D打印成形先打印生坯件,通过烧结得到金属构件指打印得到即为金属构件直接成形间接成形1
熔化液滴喷射式成形2
激光烧结式直接成形(低熔点金属熔化)3
激光熔覆式成形4
电子束熔化成形5
电子束熔覆式成形6
微束等离子弧熔覆式成形7
激光熔化式成形1
黏结剂喷射式成形2
激光烧结式间接成形(黏结剂熔化)热源不同
金属3D打印成形分类一
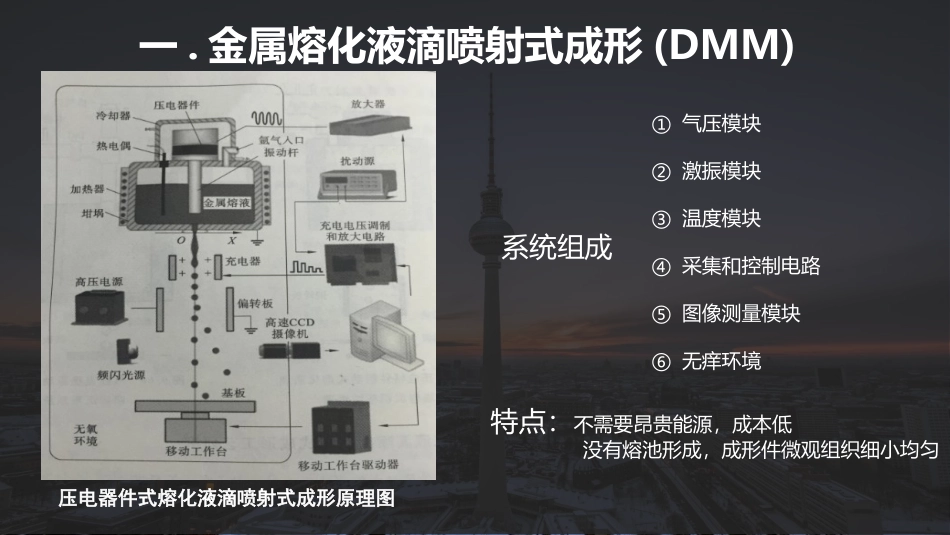
金属熔化液滴喷射式成形(DMM)系统组成①气压模块②激振模块③温度模块④采集和控制电路⑤图像测量模块⑥无痒环境特点:不需要昂贵能源,成本低没有熔池形成,成形件微观组织细小均匀压电器件式熔化液滴喷射式成形原理图二
金属激光烧结成形(SLS/DMLS)直接成形(DMLS)1
高熔点金属粉末和低熔点金属粉末混合而成2
熔化的是低熔点金属,浸润并填充高熔点金属粉末之间间隙,从而将粉末材料黏结成金属构件3
激光功率大4
需要对粉末预热间接成形(SLS)1
金属粉末和聚合物粉末(黏结剂)混合2
熔化的是黏结剂,浸润金属颗粒表面,黏结剂冷却凝固后,将金属粉末黏结成生坯件3
后处理:加热降解聚合物二次烧结渗金属激光烧结成形机原理图金属激光烧结工艺特点二
金属激光烧结成形(SLS/DMLS))激光烧结成形机原理图1
粉末发生部分熔化,粉体颗粒保留固相核心,并通过固相颗粒重排、液相凝固黏结实现粉体致密化2
因成型中含未熔固相颗粒,直接导致孔隙率高、致密性低、拉伸强度差、表面粗糙度高3
球化效应严重,不仅增加成形件表面粗糙度,还会导致铺粉装置难以在已烧结层表面铺粉三
金属激光熔覆成形(SLC)⑵同轴送粉激光熔覆原理图⑴同步送丝激光熔覆原理图⑶同轴送粉与同步送丝激光熔覆原理图侧向送粉缺点①扫描时轨迹上各点的粉末运动方向与激光束扫描速度方向间的夹角不一致,造成熔覆轨迹的粗糙与熔覆厚度和宽度的不均匀;②送粉位置与激光光斑中心很难对准,少量偏差将会导致