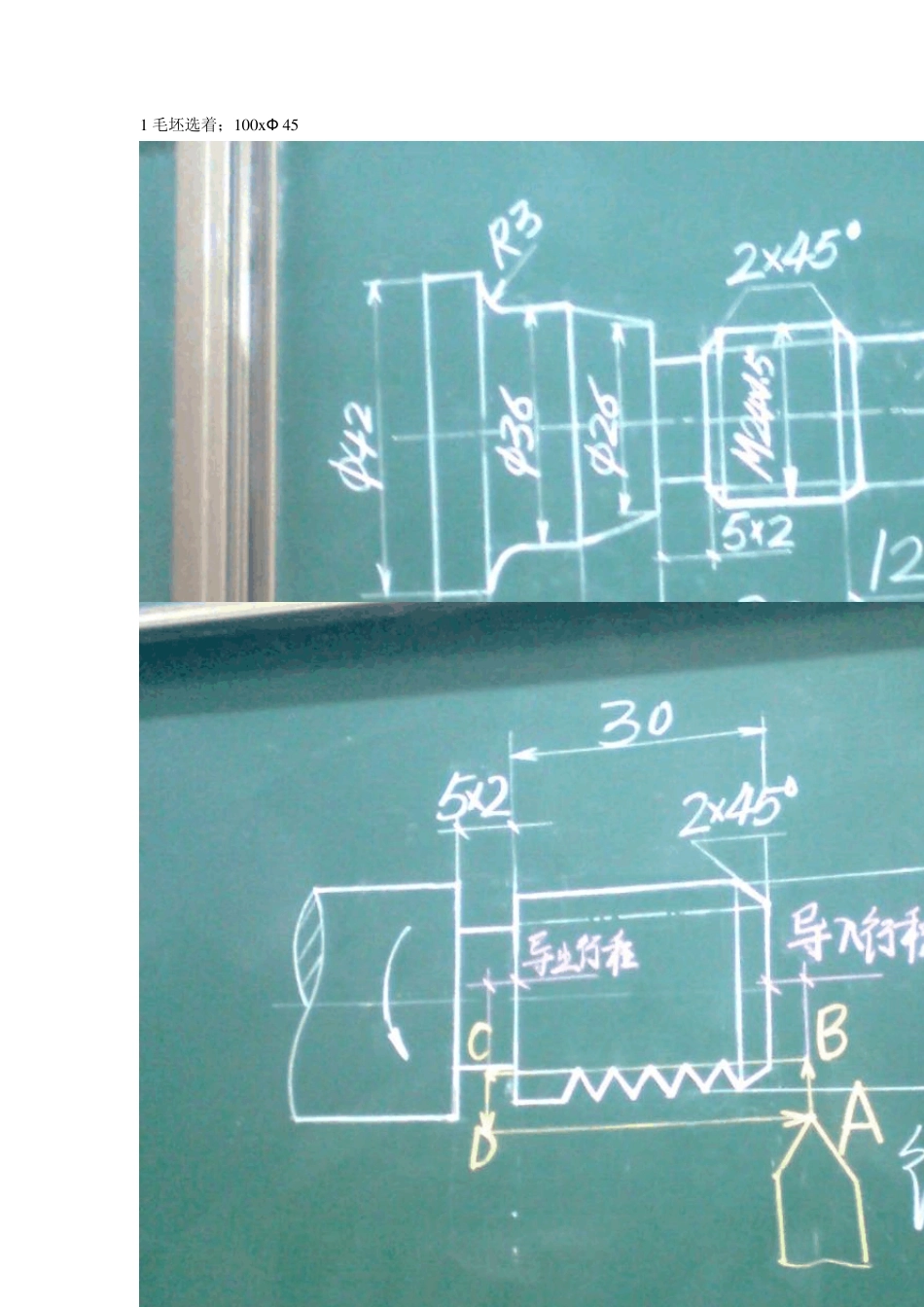
1 毛坯选着;1 0 0 x Ф 4 5 2.对刀:有三把刀:1
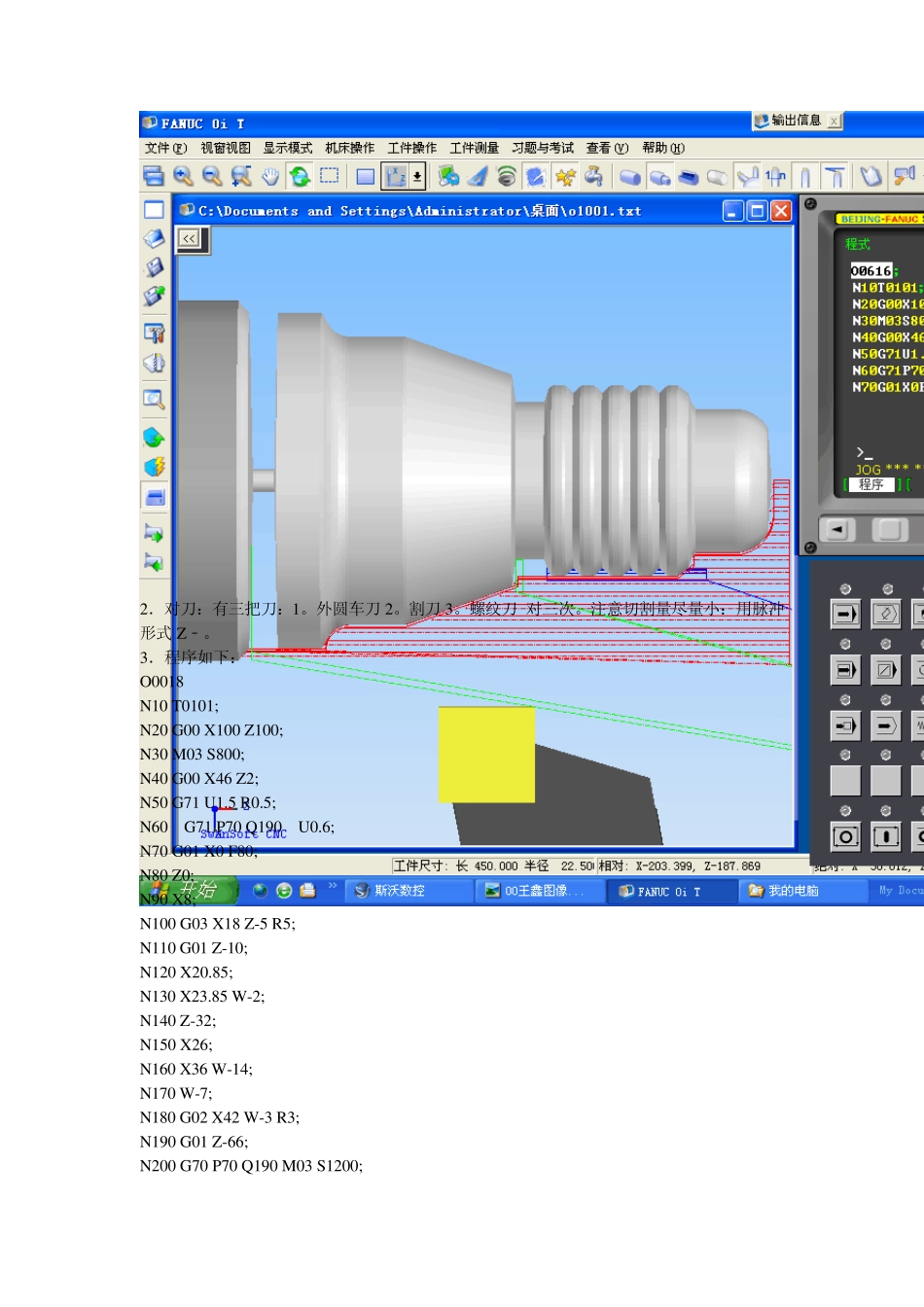
螺纹刀 对三次
注意切割量尽量小:用脉冲形式 Z﹣
3.程序如下: O0018 N10 T0101; N20 G00 X100 Z100; N30 M03 S800; N40 G00 X46 Z2; N50 G71 U1
5; N60 G71 P70 Q190 U0
6; N70 G01 X0 F80; N80 Z0; N90 X8; N100 G03 X18 Z-5 R5; N110 G01 Z-10; N120 X20
85; N130 X23
85 W-2; N140 Z-32; N150 X26; N160 X36 W-14; N170 W-7; N180 G02 X42 W-3 R3; N190 G01 Z-66; N200 G70 P70 Q190 M03 S1200; N210 G00 X100 Z100; N220 T0202; N230 M03 S500; N240 G00 X28 Z-32; N250 G01 X20; N260 G00 X28; N270 W1; N280 G01 X20; N290 W-1; N300 G00 X28; N310 X100 Z100; N320 T0303; N330 M03 S400; N340 G00 X25 Z-9; N350 G92 X23
2 Z-29; F1
5; N360 X22
6; N370 X22
2; N380 X22
04; N390 G00 X100 Z100; N400 T0202; N410 G00 X43 Z-65; N420 G01 X3 F30 ; N430 G00 X45; N440 X100 Z100; N450 M30 斯沃数控-车床 编程与走刀-(2)hu ax ia 学院 机电