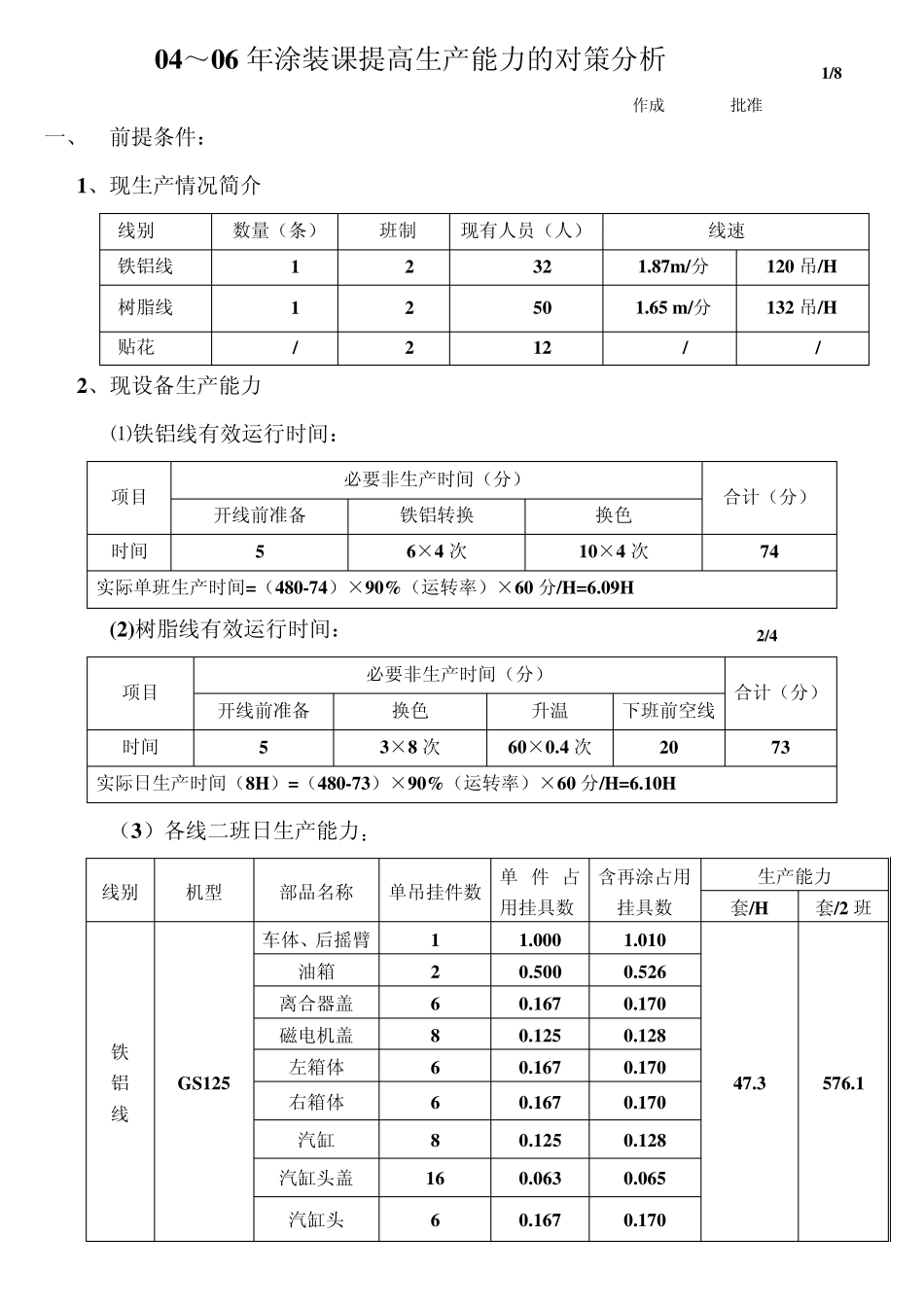
04~06 年涂装课提高生产能力的对策分析 1/8 作成 批准 一、 前提条件: 1、现生产情况简介 线别 数量(条) 班制 现有人员(人) 线速 铁铝线 1 2 32 1
87m /分 120 吊/H 树脂线 1 2 50 1
65 m /分 132 吊/H 贴花 / 2 12 / / 2、现设备生产能力 ⑴铁铝线有效运行时间: (2)树脂线有效运行时间: 2/4 (3)各线二班日生产能力: 线别 机型 部品名称 单吊挂件数 单件占 用挂具数 含再涂占用挂具数 生产能力 套/H 套/2 班 铁 铝 线 GS125 车体、后摇臂 1 1
010 47
1 油箱 2 0
526 离合器盖 6 0
170 磁电机盖 8 0
128 左箱体 6 0
170 右箱体 6 0
170 汽缸 8 0
128 汽缸头盖 16 0
065 汽缸头 6 0
170 项目 必要非生产时间(分) 合计(分) 开线前准备 铁铝转换 换色 时间 5 6×4 次 10×4 次 74 实际单班生产时间=(480-74)×90%(运转率)×60 分/H=6
09H 项目 必要非生产时间(分) 合计(分) 开线前准备 换色 升温 下班前空线 时间 5 3×8 次 60×0
4 次 20 73 实际日生产时间(8H)=(480-73)×90%(运转率)×60 分/H=6
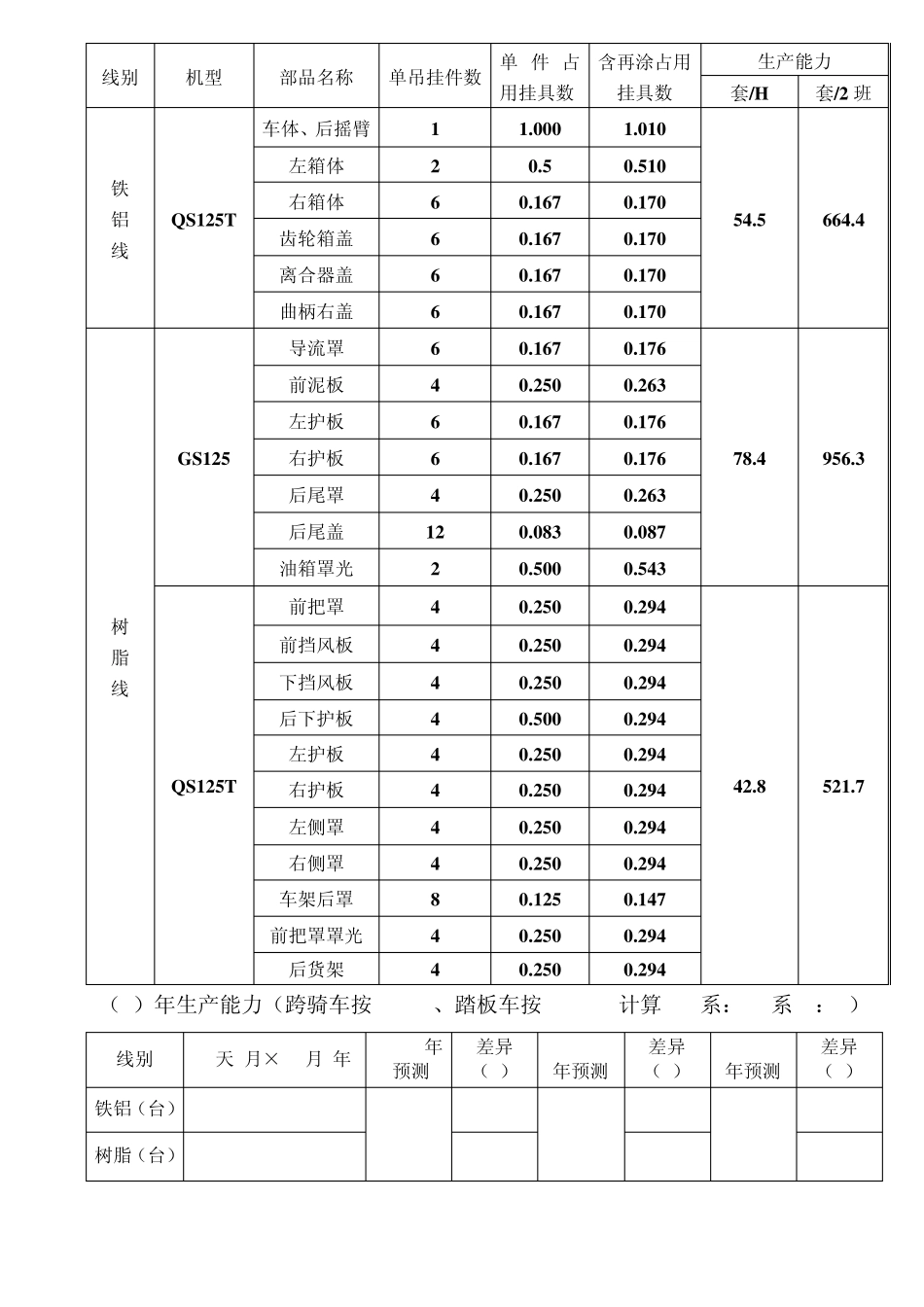
10H 线别 机型 部品名称 单吊挂件数 单件占 用挂具数 含再涂占用挂具数 生产能力 套/H 套/2 班 铁 铝 线 QS125T 车体、后摇臂 1 1
010 54
4 左箱体 2 0
510 右箱体 6 0
170 齿轮箱盖 6 0
170 离合器盖 6 0