拟制审核批准熔铸车间作业指导书熔炼:1、熔炼前检查修改号1制定日管理No
修改日页数1/1711-08生效日11-08作业动作及要领标准图示1、检查炉门钢丝绳是否断丝、脱股,如有问题需立即更换
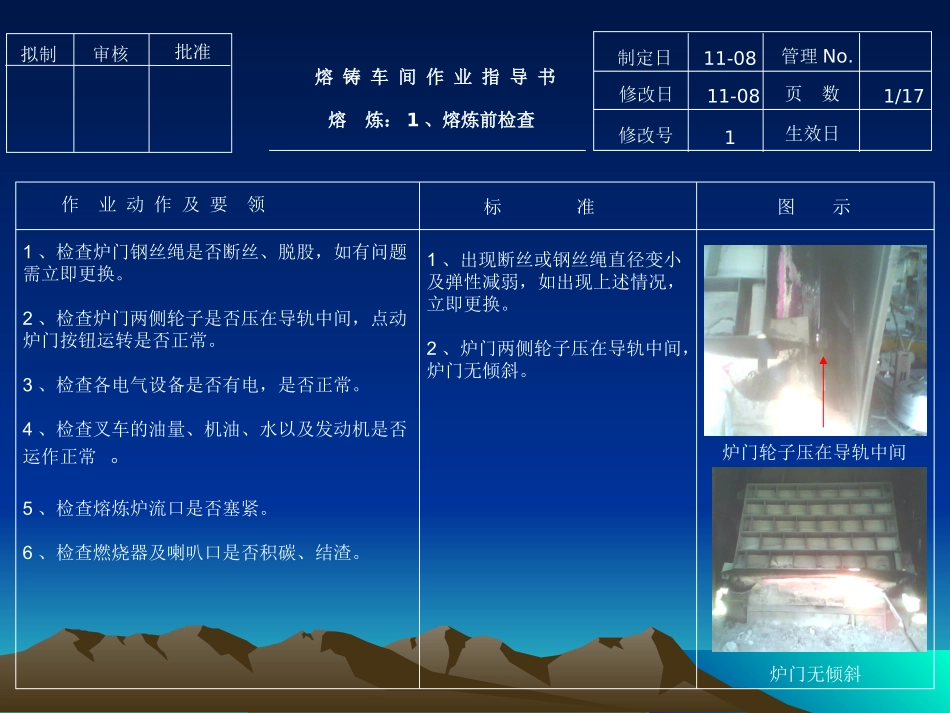
2、检查炉门两侧轮子是否压在导轨中间,点动炉门按钮运转是否正常
3、检查各电气设备是否有电,是否正常
4、检查叉车的油量、机油、水以及发动机是否运作正常
5、检查熔炼炉流口是否塞紧
6、检查燃烧器及喇叭口是否积碳、结渣
1、出现断丝或钢丝绳直径变小及弹性减弱,如出现上述情况,立即更换
2、炉门两侧轮子压在导轨中间,炉门无倾斜
炉门轮子压在导轨中间炉门无倾斜拟制审核批准熔铸车间作业指导书熔炼:2、物料进炉修改号1制定日管理No
修改日页数2/1711-08生效日11-08作业动作及要领标准图示1、开启炉门,用叉车或人工先将废铝丝、小块料和薄料加入炉内垫底
2、再用叉车平稳的将铝锭叉入炉内,炉料尽可能一次进完,完全熔化后可以加一次回炉料,废料多、铝锭少则最多可加三次回炉料
3、根据配料单加入铝硅合金的重量,铝硅合金要均匀的投入炉膛的物料之上,保证硅成分的均匀性
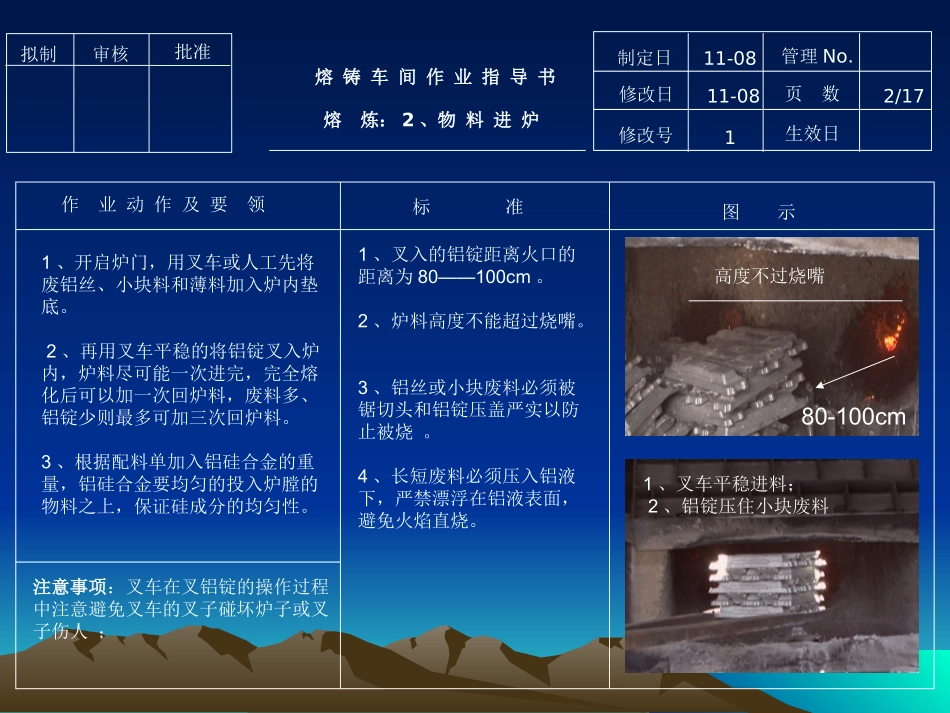
80-100cm1、叉入的铝锭距离火口的距离为80——100cm
2、炉料高度不能超过烧嘴
3、铝丝或小块废料必须被锯切头和铝锭压盖严实以防止被烧
4、长短废料必须压入铝液下,严禁漂浮在铝液表面,避免火焰直烧
1、叉车平稳进料;2、铝锭压住小块废料高度不过烧嘴注意事项:叉车在叉铝锭的操作过程中注意避免叉车的叉子碰坏炉子或叉子伤人;拟制审核批准熔铸车间作业指导书熔炼:3、点火及火力控制修改号1制定日管理No
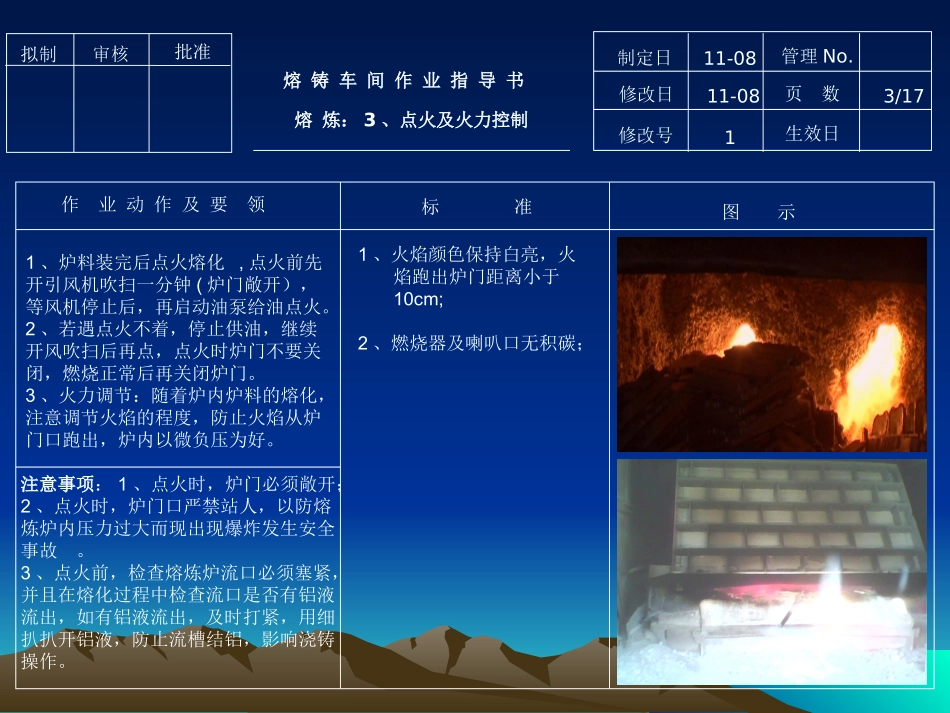
修改日页数3/1711-08生效日11-08作业动作及要领标准图示1、炉料装完后点火熔化,点火前先开引风机吹扫一分钟(炉门敞开),等风机停止后,再启动油泵给油点火
2、若遇点火不着,停止供油,继续开风吹扫后再点,点火时炉门不要关