共 4 6 页 第 1 页 1 调质热处理工艺 1
1 调质热处理的目的:用淬火和回火(中温回火或高温回火)
得到高强度和高韧性的综合机械性能 1
1 工艺路线; a) 型材 调质 机加工;b) 锻造(24 小时内) 调质 机加工;c) 锻造 退火或正火 机加工 调质 机加工 1
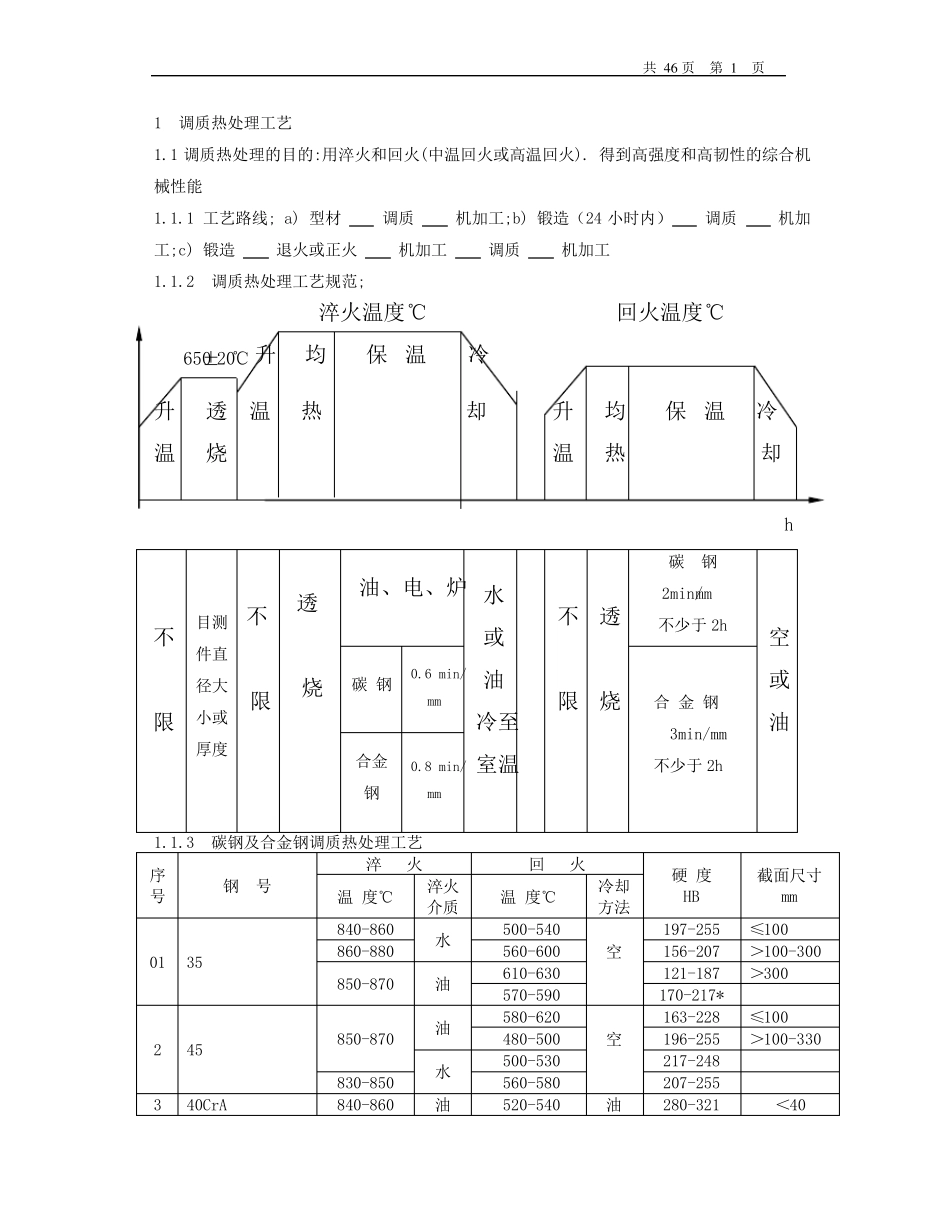
2 调质热处理工艺规范; 淬火温度 ℃ 回火温度 ℃ 650±20℃ 升 均 保 温 冷 升 透 温 热 却 升 均 保 温 冷 温 烧 温 热 却 h 不 限 目测件直径大小或厚度 不 限 透 烧 油、电、炉 水 或 油 冷至 室温 不 限 透 烧 碳 钢 2min/mm 不少于 2h 空或油 碳 钢 0
6 min/ mm 合 金 钢 3min/mm 不少于 2h 合金 钢 0
8 min/ mm 1
3 碳钢及合金钢调质热处理工艺 序 号 钢 号 淬 火 回 火 硬 度 HB 截面尺寸 mm 温 度℃ 淬火介质 温 度℃ 冷却方法 01 35 840-860 水 500-540 空 197-255 ≤100 860-880 560-600 156-207 >100-300 850-870 油 610-630 121-187 >300 570-590 170-217* 2 45 850-870 油 580-620 空 163-228 ≤100 480-500 196-255 >100-330 水 500-530 217-248 830-850 560-580 207-255 3 40CrA 840-860 油 520-540 油 280-321 <40 序 号 钢 号 淬 火 回 火 硬 度 HB 截面尺寸 mm 温 度℃ 淬火介质 温 度℃ 冷却方法 540-560 269-302 550-570 241-277 >40-60 570-590 217-255* >60-120