M洗衣机工厂厂区设施布置优化案例 随着现代工业的发展, 工厂的规模和复杂程度明显增大, 在一些已经不能使加工时间缩短的公司,原有的不合理的设施布置形式成为新产品生产物流时间缩短的障碍, 缩短物流时间成为提高生产效率、降低生产成本的有效手段
M 公司是一家大型工业洗涤设备生产厂家, 其生产的产品除在国内销量占主导地位外, 还远销到许多国外市场
随着公司订单的增加, 各种型号产品的需求越来越大, 日产量也逐渐增加, 许多问题日渐显见, 生产物流不畅, 生产成本高, 劳动强度大, 为了保证交货期, 工人们经常需要加班
为此, 进行物流分析、优化其设施布置势在必行
M 企业厂区物流分析 1
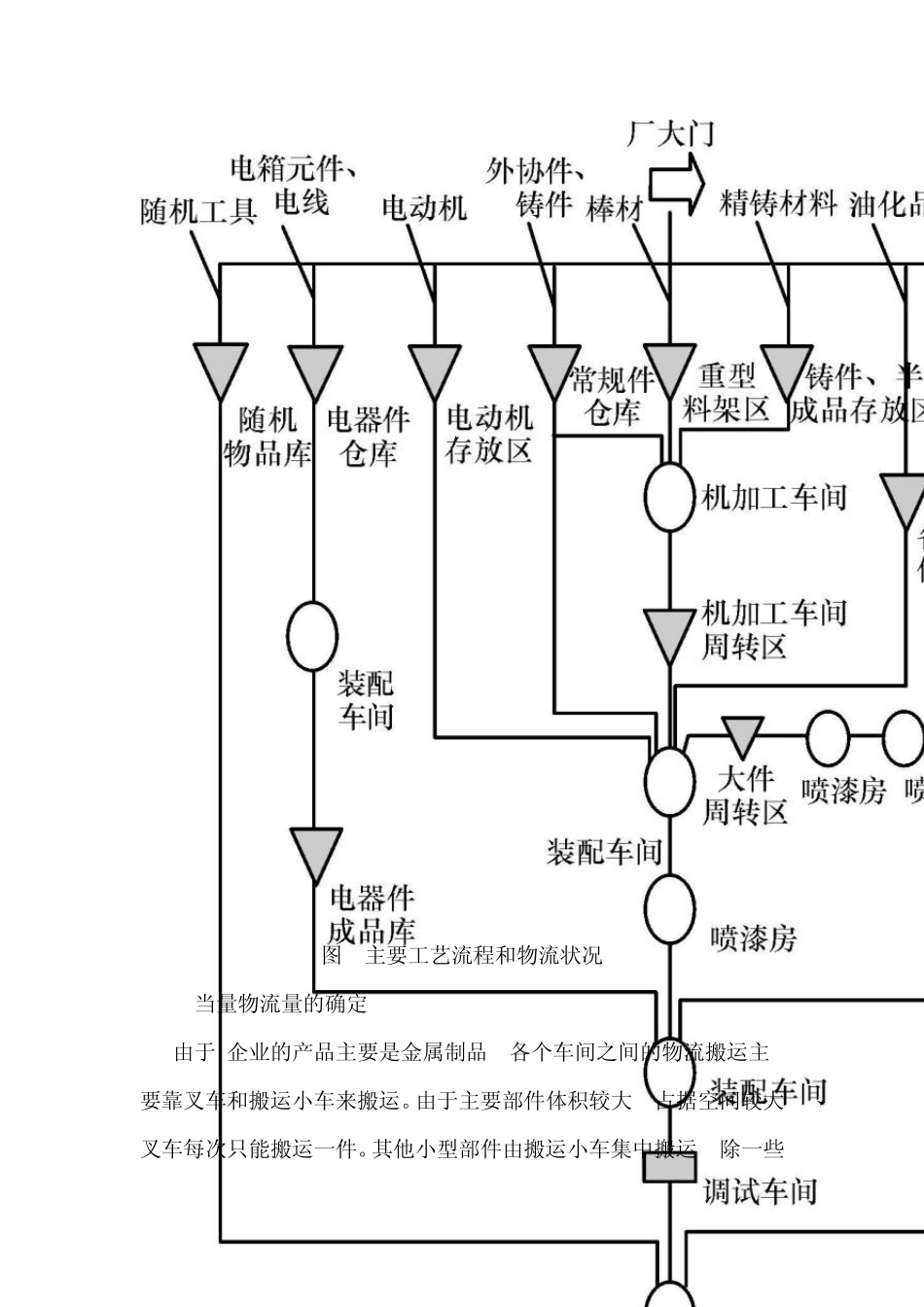
1 企业产品生产主要工艺流程和物流状况 (1) 从外部进厂的原料主要由汽车运输, 再由搬运小车搬运至相应储存区域
如生铁件、油漆和外协件分别运往生铁件堆放区域、喷漆房和常规件仓库
(2) 根据工作令将生铁件、板材、棒材、精铸材料用叉车运到机加工车间, 进行冲压和机加工; 然后将半成品送至暂存区
外缸、内胆、底座焊接完毕后用叉车送至喷砂车间进行喷砂, 之后热喷锌, 再将内胆送往水洗大件周转处, 外缸、底座送至喷漆房I, 喷漆后再送往水洗大件周转处; 用搬运小车将冲压好的门面送至门面仓库
(3) 领料员根据BOM 清单到常规件仓库领料,由搬运小车送往装配车间; 用叉车将外缸、内胆、弹簧运至装配线; 用叉车将电机从常规件仓库运往装配车间; 经过主轴装配和附件装配后用叉车将在制洗衣机送往喷漆房II, 进行喷漆, 喷漆好的产品经过一定时间的风干再直接送往装配线进行装配; 用搬运小车将门面运至装配线进行装配; 用叉车将外缸盖板、活动门圈从机加工车间运至装配线进行装配
(4) 后道装配完成后将产品用叉车送至调试车间进行调试; 调试合格送至成品仓库的包装车间进行包装整理, 包装整理后再送到成品仓库