一、分析样衣,整理制单资料 1
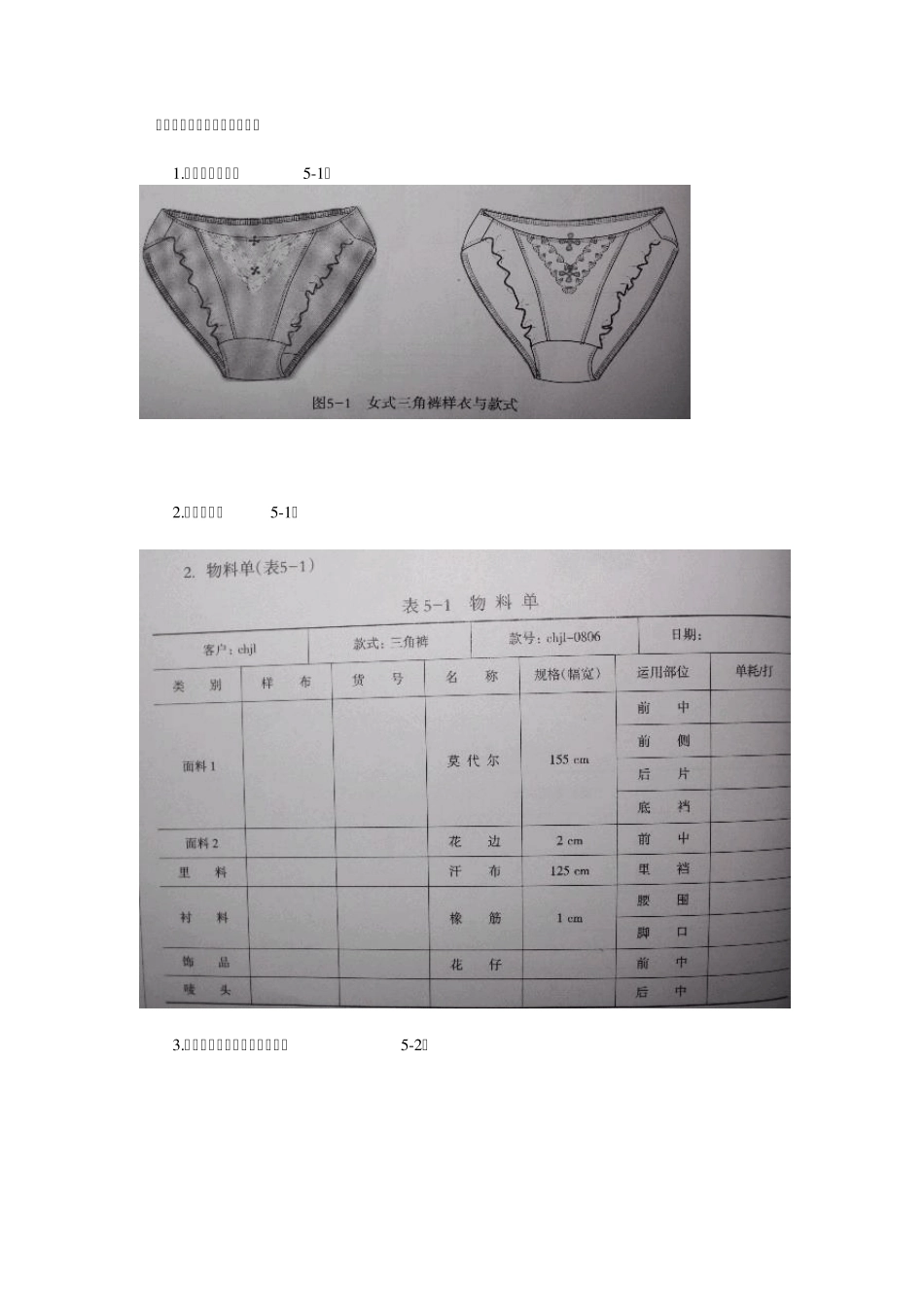
样衣与款式(图5 -1 ) 2
物料单(表5 -1 ) 3
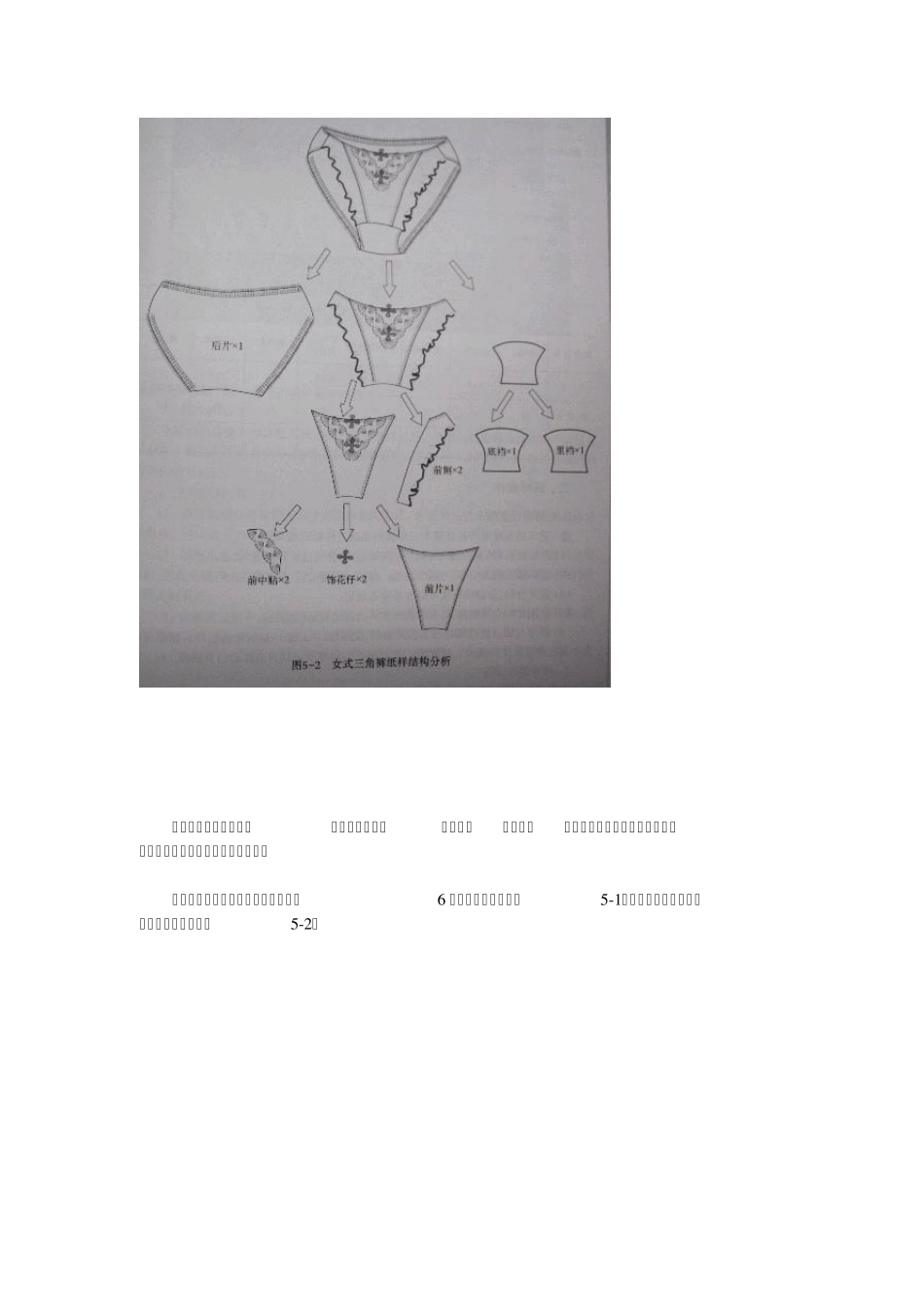
样衣结构与工艺流程分析(图5 -2 ) 根据样衣的实际情况,将样衣的结构、尺寸表、面辅料、制作工艺等基本资料整理出来,便于后面的纸样制作以及排料算料
从图中可以得出这一款式总有纸样数6 片,其各自用料见表5 -1
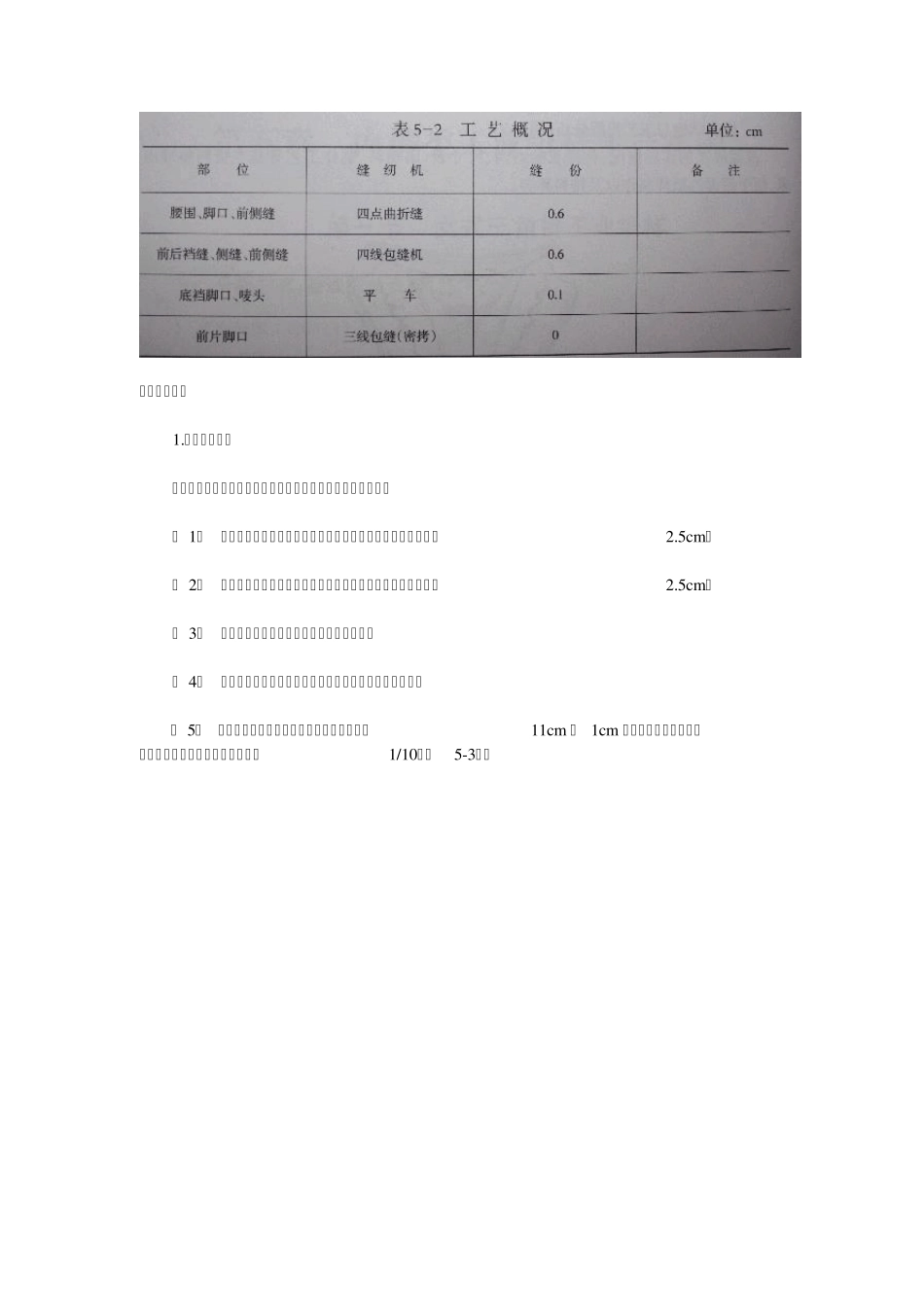
根据样衣展示,此款式工艺概况如下(表5 -2 ) 二、纸样制作 1
纸样设计思路 这一款式的纸样制作是在基本三角裤的基础上作相应的调整: ( 1) 前后腰围不在同一水平线上,有高低差,差值经过实际测量为2
( 2) 前后腰围的大小不一,前小后大
即实际侧缝前置,前移量为2
( 3) 前片分割,分割线位置可以参考样子设定
( 4) 前侧片的变形处理,可参考类似款式的花边变形的做法
( 5) 腰围与脚口绱橡筋时的工艺回缩率,按照每11cm 缩 1cm 的比例制作
即纸样的大小是在测量尺寸的基础上增加其1/10(图5-3)
净样制作(图5 -4 ) 在净样制作过程中,为了提高工作效率,大多按照对称的原则进行一半制图
在这款纸样的净样制作中,除了注意腰头与脚口工艺回缩率之外,还要注意脚口大小的调整,根据腰头起翘和腰围的工艺回溯量来调整其大小
毛样制作(图5 -5 ) 毛样的制作是在净样的基础上将对称的纸样展开,并增加缝份和加注纸样详细信息的过程
前面的纸样分析中,注明了各条拼合缝的工艺处理以及缝份大小,需要对位的地方要剪口标记
齐码纸样(图5 -6 ) ( 1)纸样放缩时要根据实际情况选择放缩方式
本着简洁快速的原则,灵活的选择坐标原点
这一款式的档差见表5-3
( 2)腰围成品的档差位4cm ,综合工艺回缩率,纸样腰围的档差为4
后片的腰围偏前,因此后腰围的档差应按照比例相应加大
前片腰头的分割,按照比例分