冲压厂过程检验规范文件编号GA(东)/ZY7
6-05-38版本号A页次共7 页第1页发布时间1 /7目录1.目的7、相关检验记录2.适用范围8、冲压厂检验流程图3.特殊规定4.规范性引用文件5.相关参考标准6.检验规定修订历史版本修订内容修订日期修订者批准者发文范围受控印章编制审核批准收 文部 门日期日期日期冲压厂过程检验规范文件编号GA(东)/ZY7
6-05-38版本号A页次共7 页第2页发布时间2 /71
目的:制定在试模样品或批量生产件的一般检验准则,在试模或批量生产时在技术规格和厂家及设计等没有明确规定时,以此规范作为检验的依据
适用范围:适用于广汽吉奥汽车有限公司东营分公司冲压厂所有冲压件
特殊规定:本文件若与技术文件及工艺设计要求发生冲突,以技术文件及工艺设计为准
规范性引用文件:1、GB/T1800
3—1998 标准公差数值2、GB/T1031—1995 表面粗糙度参数及其数值3、GB/T13914 —2002 冲压件尺寸公差4、GB/T13915 —2002 冲压件角度公差5、GB/T13916 —2002 冲压件未注公差尺寸极限偏差5.相关参考标准:1
《冲压件工艺》2
《冲压件过程检验指导书》共143 份6
检验规定:6
1毛刺的规定6
1.1 所有冲压件的毛刺高度不得超过板厚的5%,不允许有毛刺的地方,不得有刮手的感觉
冲压件毛刺高度允许值6
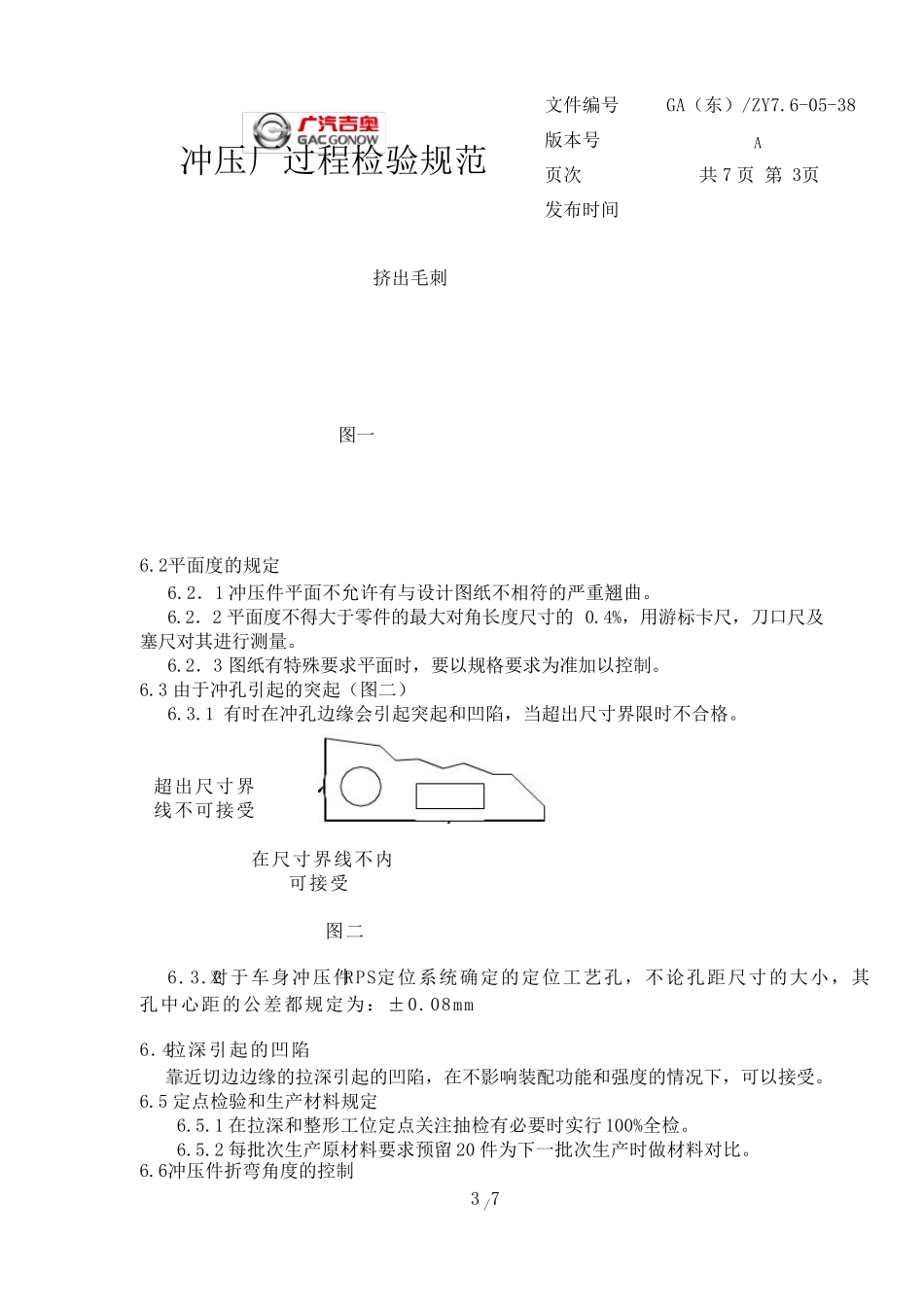
1.2 弯曲时,弯曲角根部端面挤出的毛刺也应该在板厚的5%的规定之内(如图一)
板厚(mm) 0
0毛刺高度(mm) 0
20冲 压 厂 过 程 检 验 规 范文 件 编 号GA( 东 ) /ZY7
6-05-38版 本 号A页 次共 7 页第3页发 布 时 间3 /7挤 出 毛 刺图 一6