1 冷冲压模具网站设计 — 冷冲压模具CAD 姓名:廖送邦 学号:2001334240 班级:01 机械设计制造及其自动化(2) 2
冷冲压模具设计[8] 2
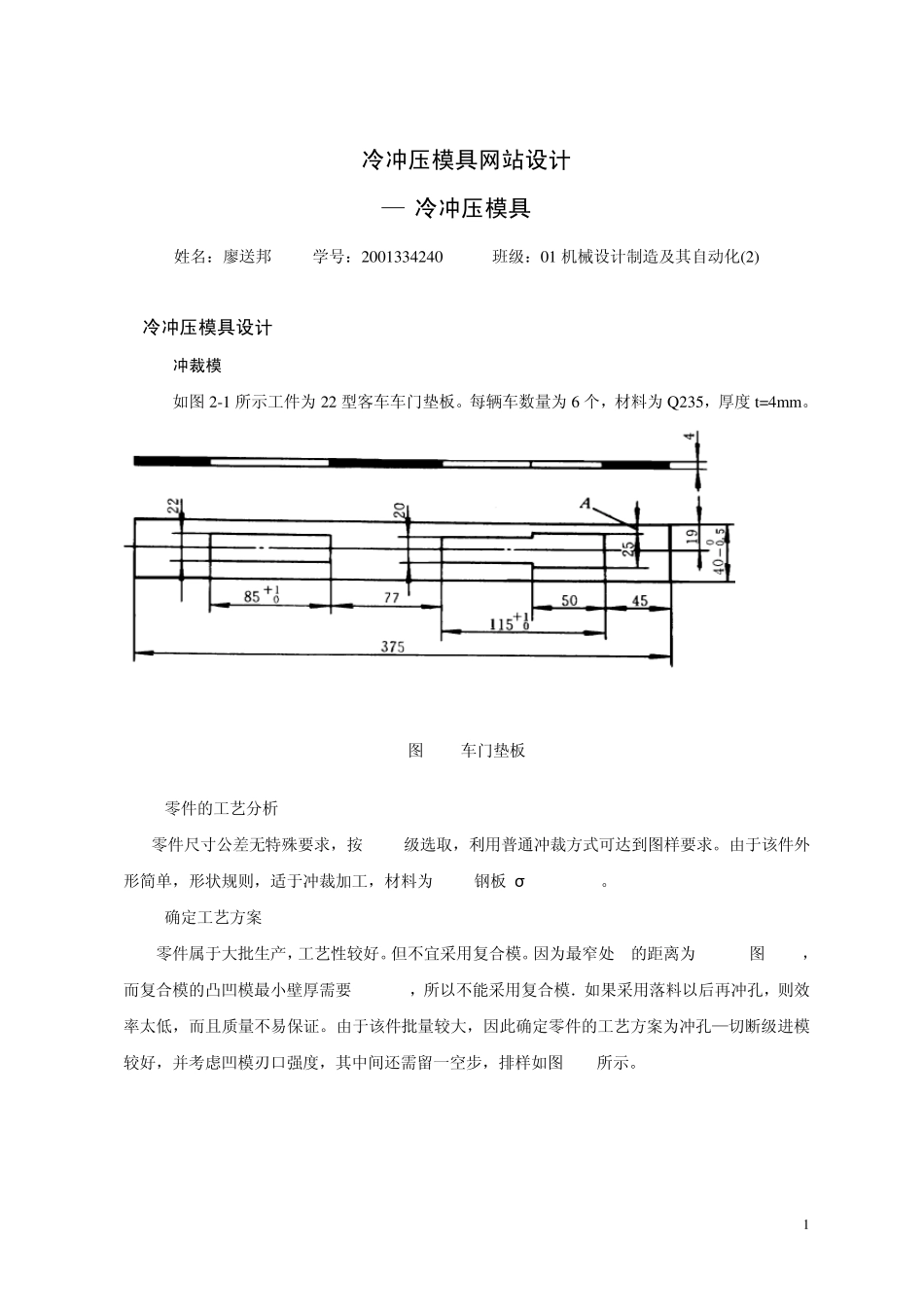
1 冲裁模 如图 2-1 所示工件为 22 型客车车门垫板
每辆车数量为 6 个,材料为 Q235,厚度 t=4mm
图 2-1 车门垫板 (1)零件的工艺分析 零件尺寸公差无特殊要求,按 ITl4级选取,利用普通冲裁方式可达到图样要求
由于该件外形简单,形状规则,适于冲裁加工,材料为 Q235钢板,σb =450Mpa
(2)确定工艺方案 零件属于大批生产,工艺性较好
但不宜采用复合模
因为最窄处 A的距离为 6
5mm(图 2-1),而复合模的凸凹模最小壁厚需要 8
5mm[8],所以不能采用复合模.如果采用落料以后再冲孔,则效率太低,而且质量不易保证
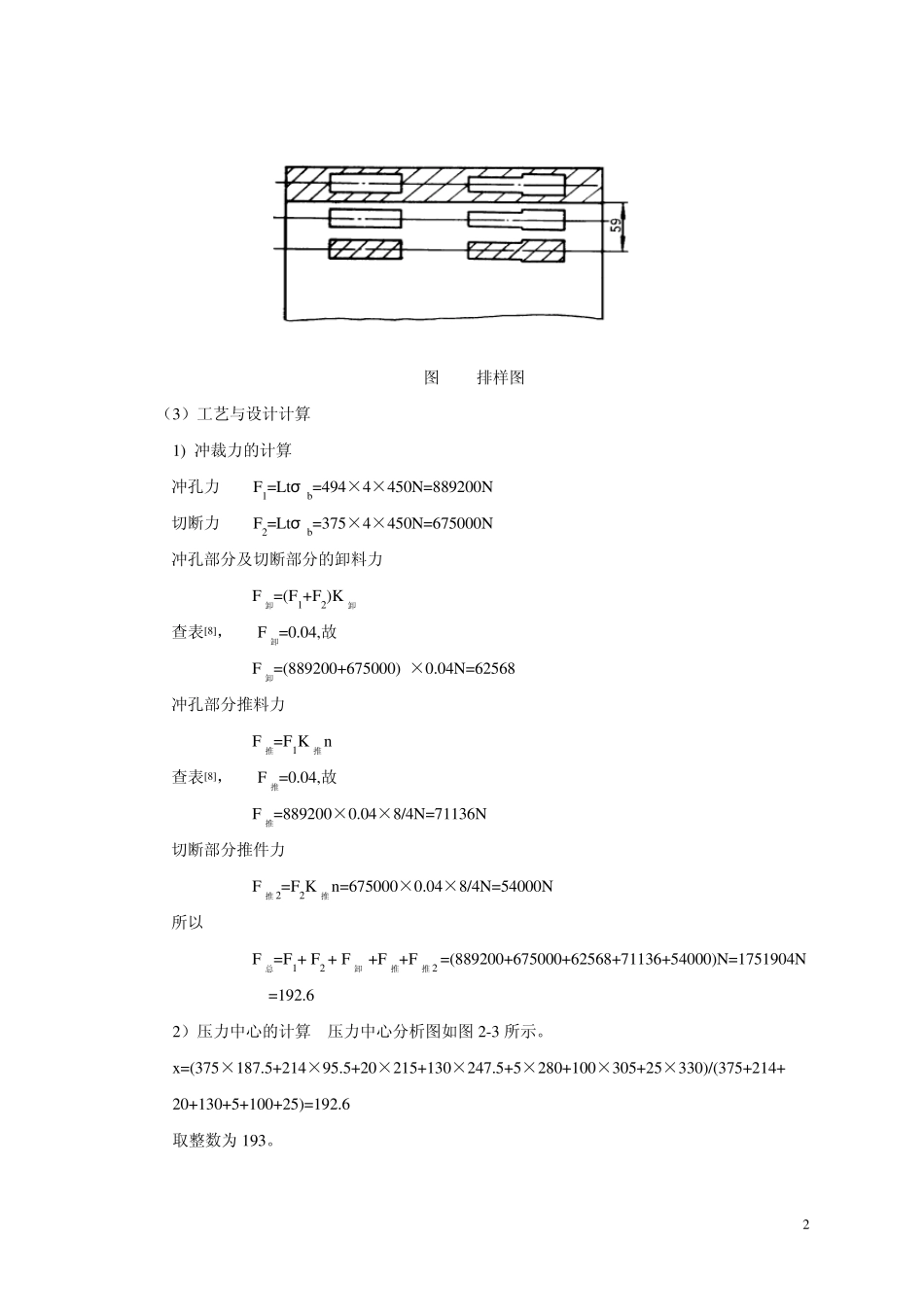
由于该件批量较大,因此确定零件的工艺方案为冲孔—切断级进模较好,并考虑凹模刃口强度,其中间还需留一空步,排样如图 2-2所示
2 图2-2 排样图 (3)工艺与设计计算 1) 冲裁力的计算 冲孔力 F1=Ltσ b=494×4×450N=889200N 切断力 F2=Ltσ b=375×4×450N=675000N 冲孔部分及切断部分的卸料力 F卸=(F1+F2)K卸 查表[8], F卸=0
04,故 F卸=(889200+675000) ×0
04N=62568 冲孔部分推料力 F推=F1K推n 查表[8], F推=0
04,故 F推=889200×0
04×8/4N=71136N 切断部分推件力 F推 2=F2K推n=675000×0
04×8/4N=54000N 所以 F总=F1+ F2 + F卸 +F推+F推 2 =(889200+675000+62568+71136+54000)N=1751904N =192
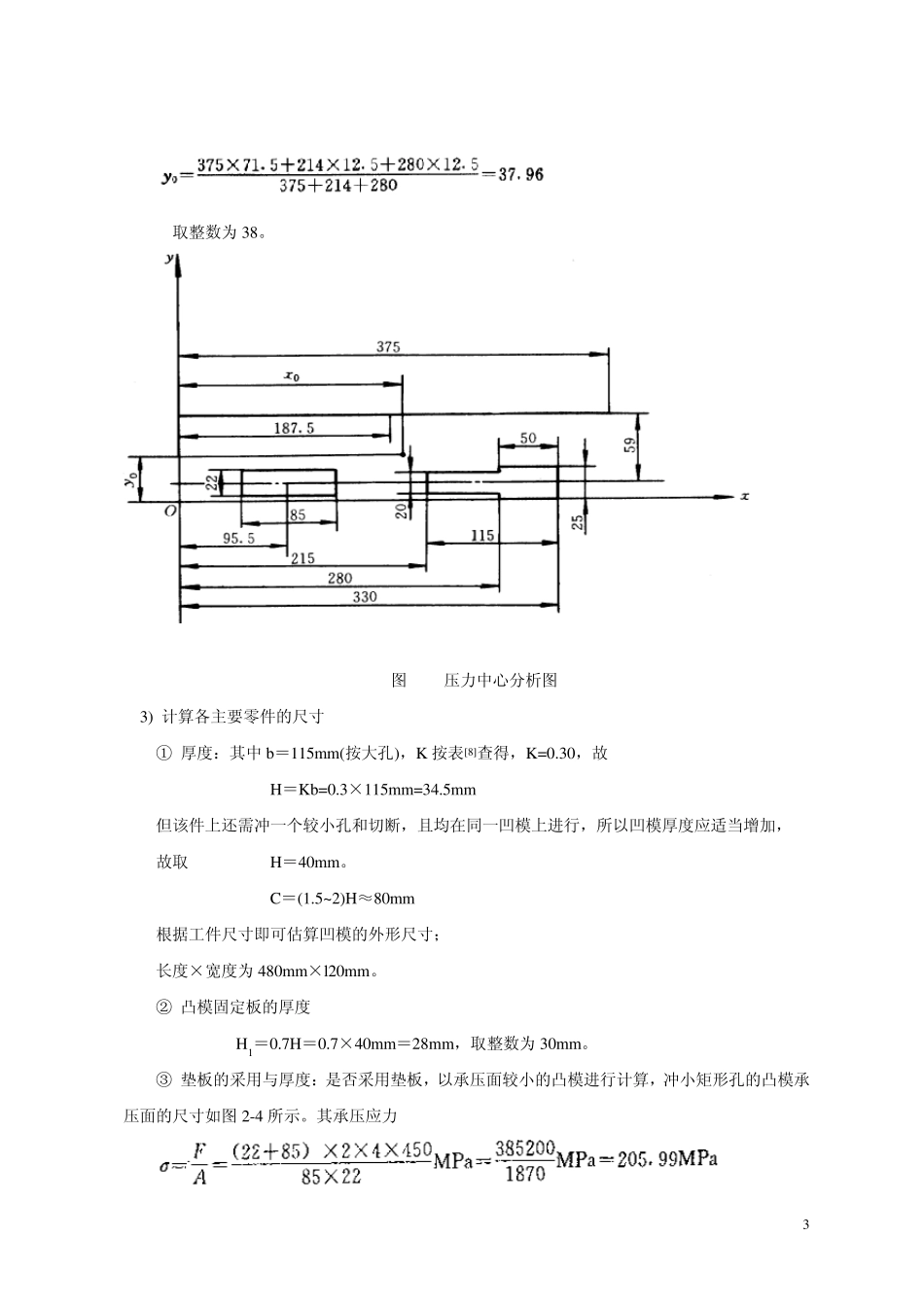
6 2)压力中心的计算 压力中心分析图