质 量 体 系 工 作 文 件 拟制:李淑青 审核:李建营 批准:宋永祥 页次:1 OF 9 版次:A2 编号:TRS QWI-758 刀具检验指导书 初始日期:2010-4-14 修订日期:2010-11-20 文件变更履历表 序号 变更内容简述 变更前版本 变更版本 修订日期 拟制 审核 批准 1 ①修订文件3
6,规定带“*”项为“必检项”
②增加 8、9 A0 A1 2010-11-13 李淑青 李建营 宋永祥 2 整体修订,删除不需在来料检验的项目 A1 A2 2010-11-20 李淑青 李建营 宋永祥 质 量 体 系 工 作 文 件 拟 制 : 李 淑 青 审 核 :李 建 营 批 准 : 宋 永 祥 页 次 : 2 OF 9 版 次 : A2 编 号 : TRS QWI-758 刀 具 检 验 指 导 书 初 始 日 期 : 2010-4-14 修 订 日 期 : 2010-11-20 1
目 的 : 指 导 刀 具 的 正 确 检 测
范 围 : 适 用 于 钻 头 、 铣 刀 、 丝 锥 、 锯 片 铣 刀 等 的 来 料 检 验
职 责 : IQ C 检 验 员 按 GB/T2828
1-2003/ISO2859-1:1999 单 次 II 级 C=0,MAJ=0
40 ,MIN=0
65 抽 样 及《 来料 检 验 控 制 程 序 》 流 程 实 施 检 验
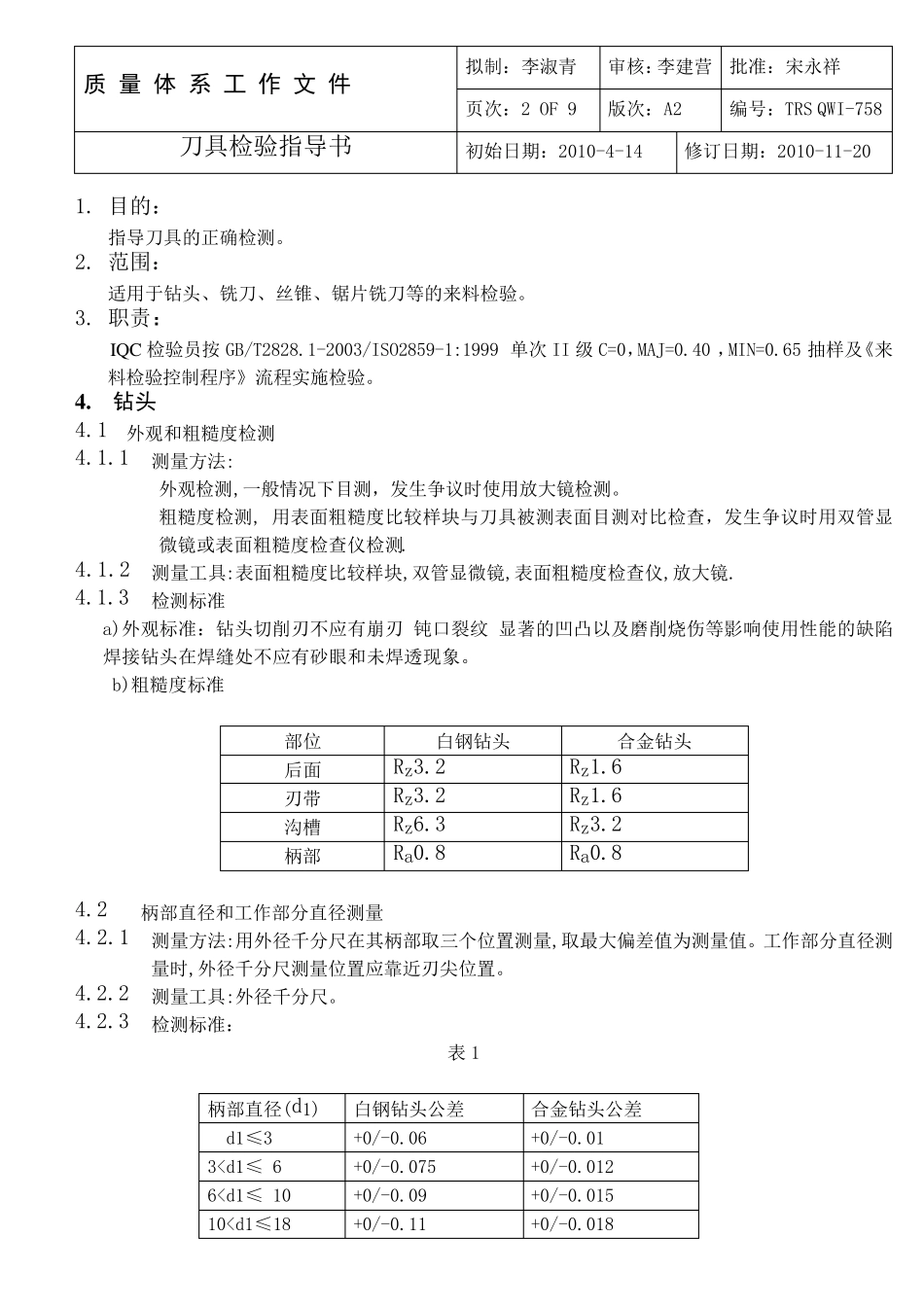
1 外 观 和 粗 糙 度 检 测 4
1 测 量 方 法 : 外 观 检 测 ,一 般 情 况 下 目 测 , 发 生 争 议 时 使 用 放 大 镜 检 测
粗 糙 度 检 测 , 用 表 面 粗 糙 度 比 较 样 块 与 刀 具 被 测 表 面 目 测 对 比 检 查 , 发 生 争 议 时 用 双 管 显微 镜 或 表 面 粗