线切割作业指导书目的:按规定切割对应工件
范畴:适应于 DK77 系列电火花数控线切割机床
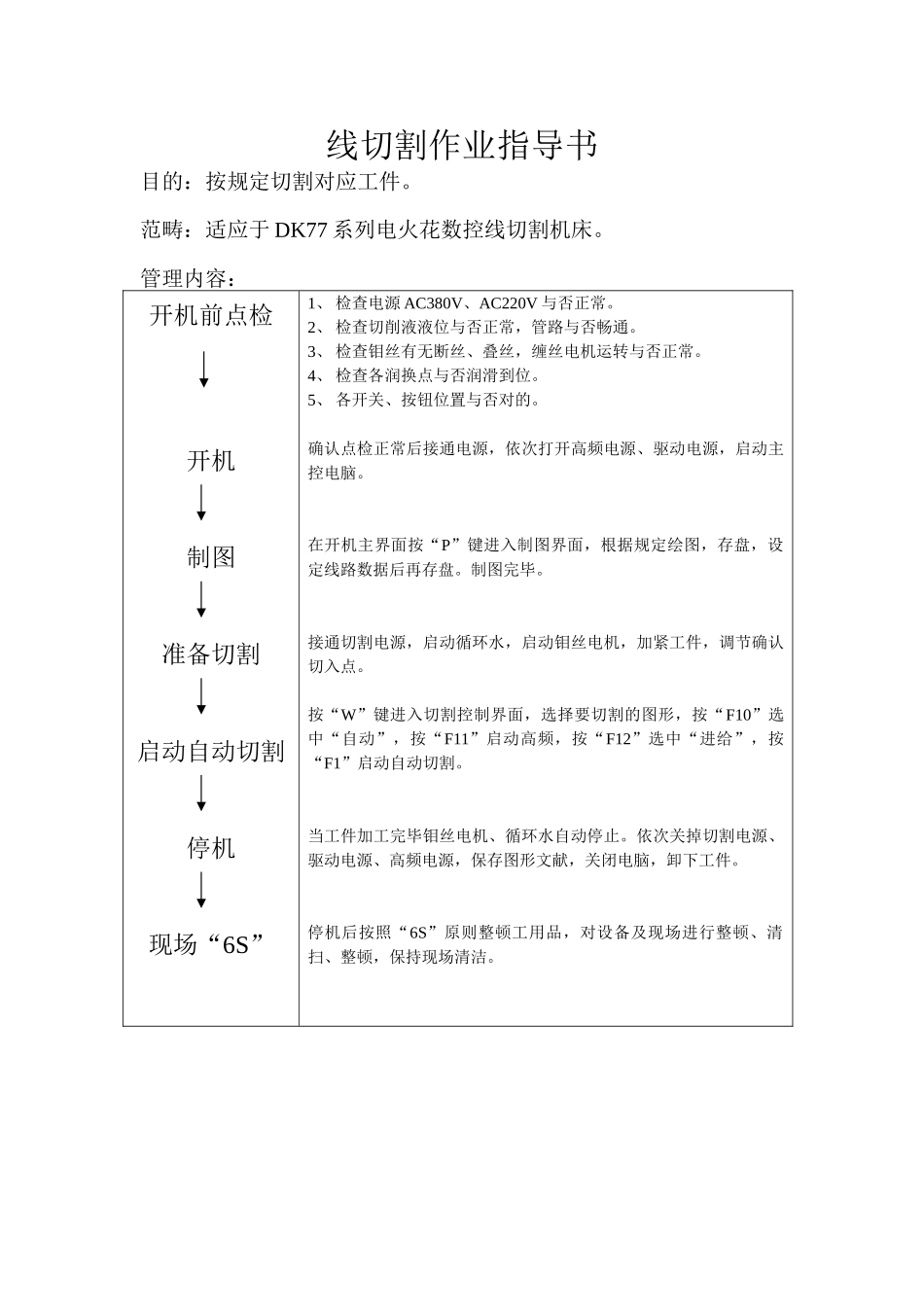
管理内容:开机前点检开机制图准备切割启动自动切割停机现场“6S”1、 检查电源 AC380V、AC220V 与否正常
2、 检查切削液液位与否正常,管路与否畅通
3、 检查钼丝有无断丝、叠丝,缠丝电机运转与否正常
4、 检查各润换点与否润滑到位
5、 各开关、按钮位置与否对的
确认点检正常后接通电源,依次打开高频电源、驱动电源,启动主控电脑
在开机主界面按“P”键进入制图界面,根据规定绘图,存盘,设定线路数据后再存盘
接通切割电源,启动循环水,启动钼丝电机,加紧工件,调节确认切入点
按“W”键进入切割控制界面,选择要切割的图形,按“F10”选中“自动”,按“F11”启动高频,按“F12”选中“进给”,按“F1”启动自动切割
当工件加工完毕钼丝电机、循环水自动停止
依次关掉切割电源、驱动电源、高频电源,保存图形文献,关闭电脑,卸下工件
停机后按照“6S”原则整顿工用品,对设备及现场进行整顿、清扫、整顿,保持现场清洁