调机作业指导书** 有限公司 作成: 确认: 核准:**有限公司文献标题调机作业指导书文献编号:制订部门注塑部制订日期-4-1修订日期页数1/61.目的 为规范机器操作,方便生产,保护模具与设备,确保产品质量
2.范畴 合用于注塑机的操作与调节
3.职责 注塑部技师依本规程安全操作注塑机,确保机器正常运作,调较出合格产品使机器高效率运转
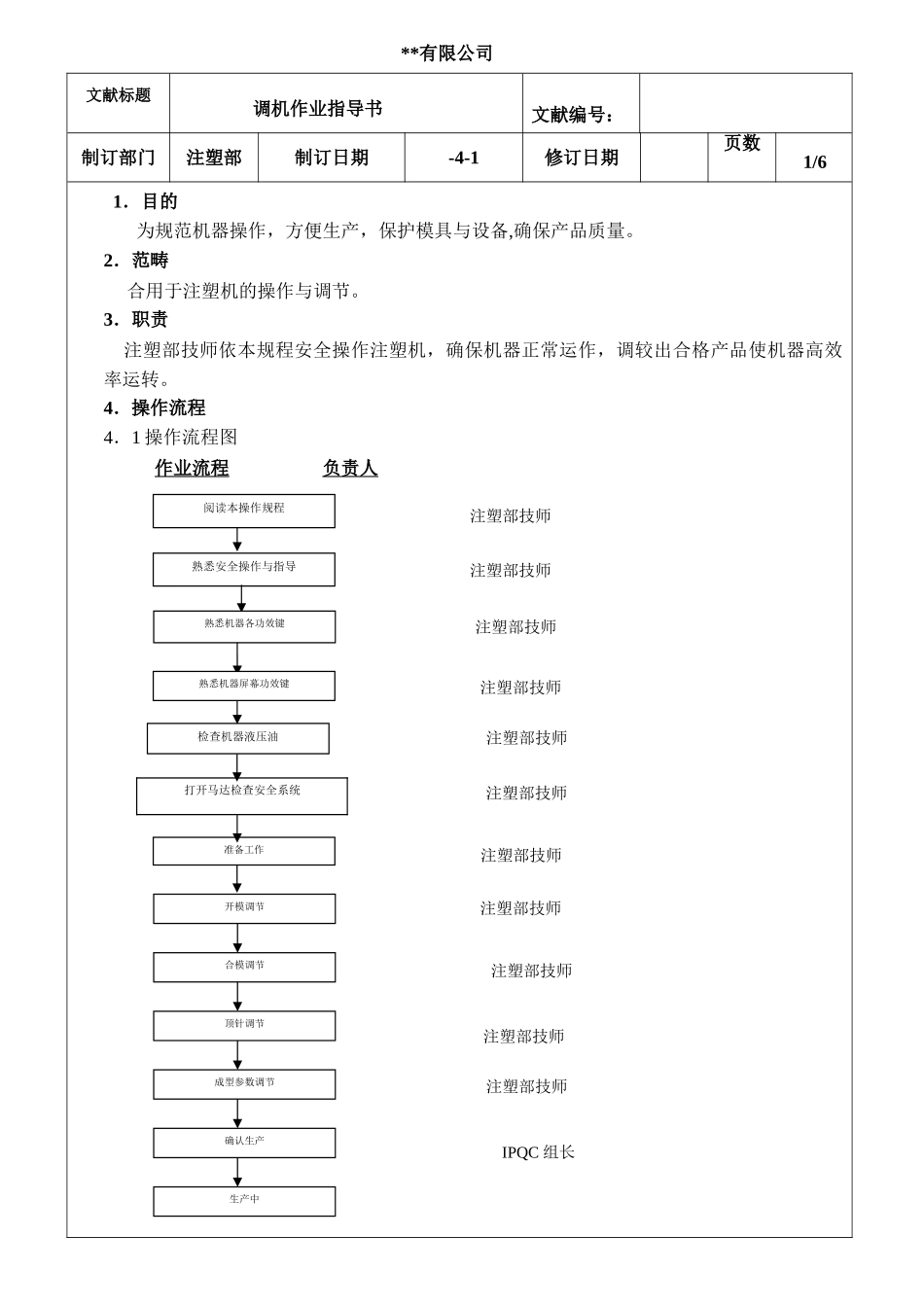
4.操作流程4.1 操作流程图 作业流程 负责人 打开马达检查安全系统阅读本操作规程熟悉安全操作与指导熟悉机器各功效键熟悉机器屏幕功效键检查机器液压油准备工作开模调节合模调节顶针调节成型参数调节确认生产生产中注塑部技师注塑部技师注塑部技师注塑部技师注塑部技师注塑部技师注塑部技师注塑部技师注塑部技师注塑部技师IPQC 组长注塑部技师**制造有限公司文献标题调机作业指导书文献编号:制订部门注塑部制订日期-4-修改日期页数3/6 5.9.1 合模速度调节
5.9.2 合模压力的调节
低压锁模对保护模具特别重要,压力越低越好,调至最小的压力能使模具锁上即可最高不能超出最大合模力的 35%
5.9.3 合模位置的调节
a)低压锁模位置应根据产品的大小、高低来调节
b)低压锁模位置太小,在不不大于这一位置有异物时,起不到低压保护目的
c)低压锁模位置过大,,则浪费时间
d)高压切换位置过大,在不大于这一位置内有异物时,起不到低压保护目的
e)高压切换位置过小对机器合模不利
5.10 顶针调节 5.10.1 顶出速度不适宜过快,以顺畅柔和为佳
5.10.2 顶出长度不适宜过长,以能顺利顶出制品和水口为佳
5.11 成型参数调节 调节参数之前,一定要清晰理解速度、位置、压力、时间之间对应关系(详见附表一)
调机前要参考注塑成型工艺卡,如相似机台要先将成型参数输入电脑板内,啤 出的产品与样板外观、构造、颜色完全一致,给 IPQC 对板,如确认 N