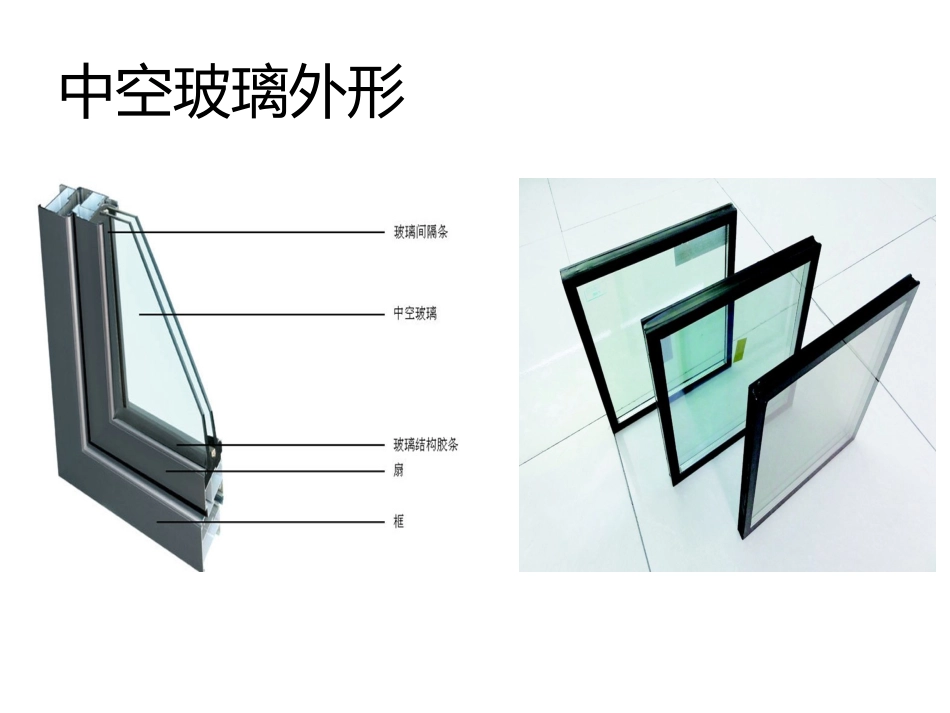
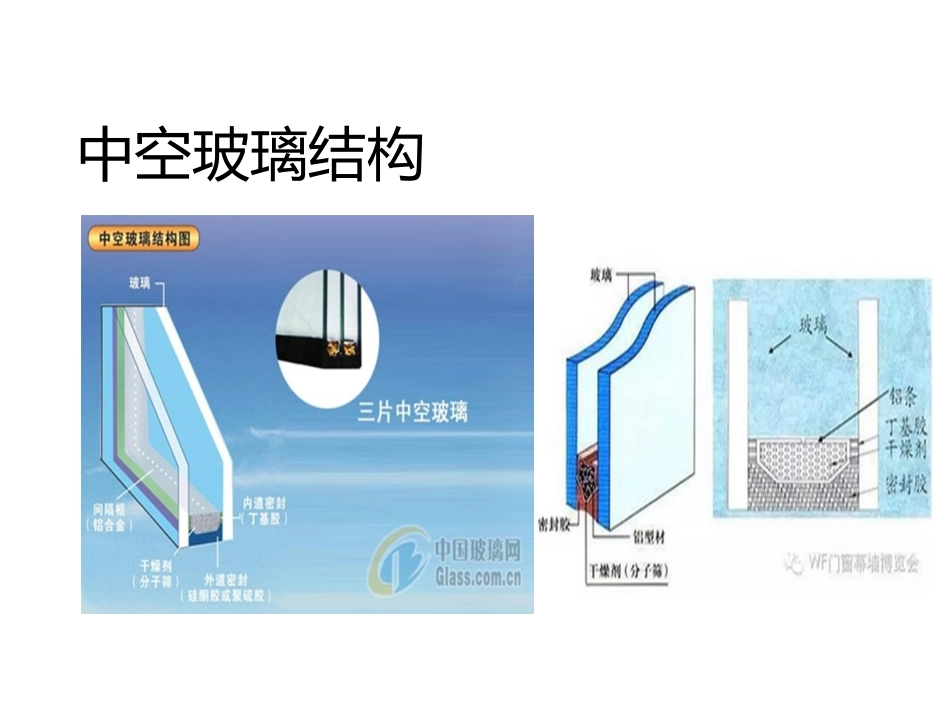
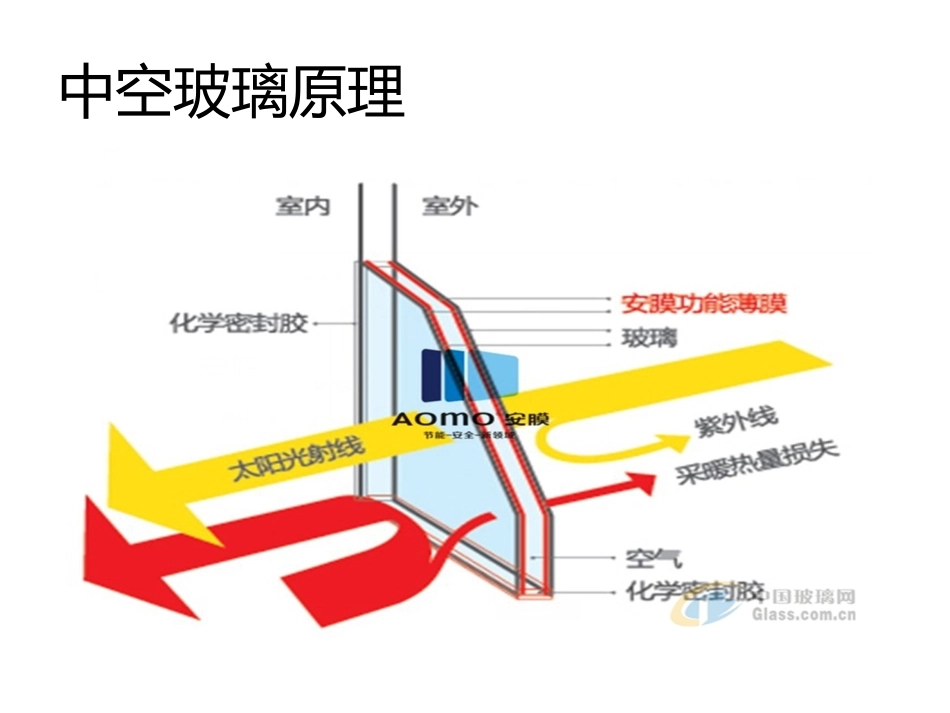
中空玻璃外形中空玻璃结构中空玻璃原理中空玻璃作用隔音降噪,改善环境节能降耗环保健康耐冲击减少维修频度丰富色调和艺术性防日晒防目眩中空玻璃加工工艺•玻璃裁切玻璃清洗玻干璃燥铝条裁切灌分子筛插脚涂丁基胶合片上二道密封胶上架养护包装送货运输中空玻璃加工常见问题及对策(丁基胶)•1、丁基胶挤出时,出现毛刺,不光滑•A
如果是新机器,应先观察出胶孔是否光滑,如果出胶孔粗糙,应先打磨,再试机器;•B
如果是旧机器,温度传感器有时不灵敏,温度和实际温度不吻合,所以应在显示温度基础上,按每5度一个梯度往上调,直到出胶正常为止(注:设置时胶头温度应该比胶缸温度高5度左右)
•2、丁基胶不沾铝条和玻璃•通常原因是使用温度低,建议将温度往上调到合适为止
•3、二道密封完毕,过一段时间以后出现丁基胶冷流•这种情况一般出现在二道密封使用硅酮胶
质量不稳定的硅酮胶很容易使硅油迁移出来,将丁基胶溶解,导致丁基胶流淌
建议使用满足标准质量要求的硅酮胶
•4、挤出时出现断胶及堵塞现象•此现象是丁基胶不符合标准质量要求,杂质太多造成的
建议使用满足标准要求的合格产品
中空玻璃加工常见问题及对策(二道密封胶)•1、固化速度速度过快或过慢•产生原因:A:按比例尺9~12:1为准,B组份用量过大或过小造成的,需调整B组份用量到最合适的固化速度
B打胶设备不正常,清洁维修打胶设备
C不同厂家的AB组份组成不一样,固化体系不一样,不能交叉使用
•2、冬季搅拌出料阻力大•适当提高施工温度,原则上使用温度不低于零上5度
•长期生产,过滤网堵塞,换过滤网即可
•3、二道密封不粘玻璃和铝条,强度低•如果使用的二道密封剂为符合标准要求的产品,出现这种情况有以下几种原因:A、固化剂使用过量,B、搅拌不均匀,C、生产材料从室内转移到室内车间,温差造成表面结露
D养护时间不够就搬运E未做胶和基材的相容性测试•4、胶体有气泡•A、换桶后