1、零件如图所示,工件材料为45 钢
毛坯尺寸为100m m ×100m m ×25m m ,要求采用直径φ 30 的立铣刀加工凸台,试编写其加工程序
2、零件如图所示,毛坯尺寸80m m ×60m m ×15m m ,需要加工8个 M10的螺纹孔和φ 30的槽
试编写程序完成零件的加工 3、数控铣削下图所示零件,毛坯为100m m ×100m m ×20m m ,材料45 钢
用Ф 16m m 的立铣刀和Ф 10m m的钻头加工凹槽和四个孔
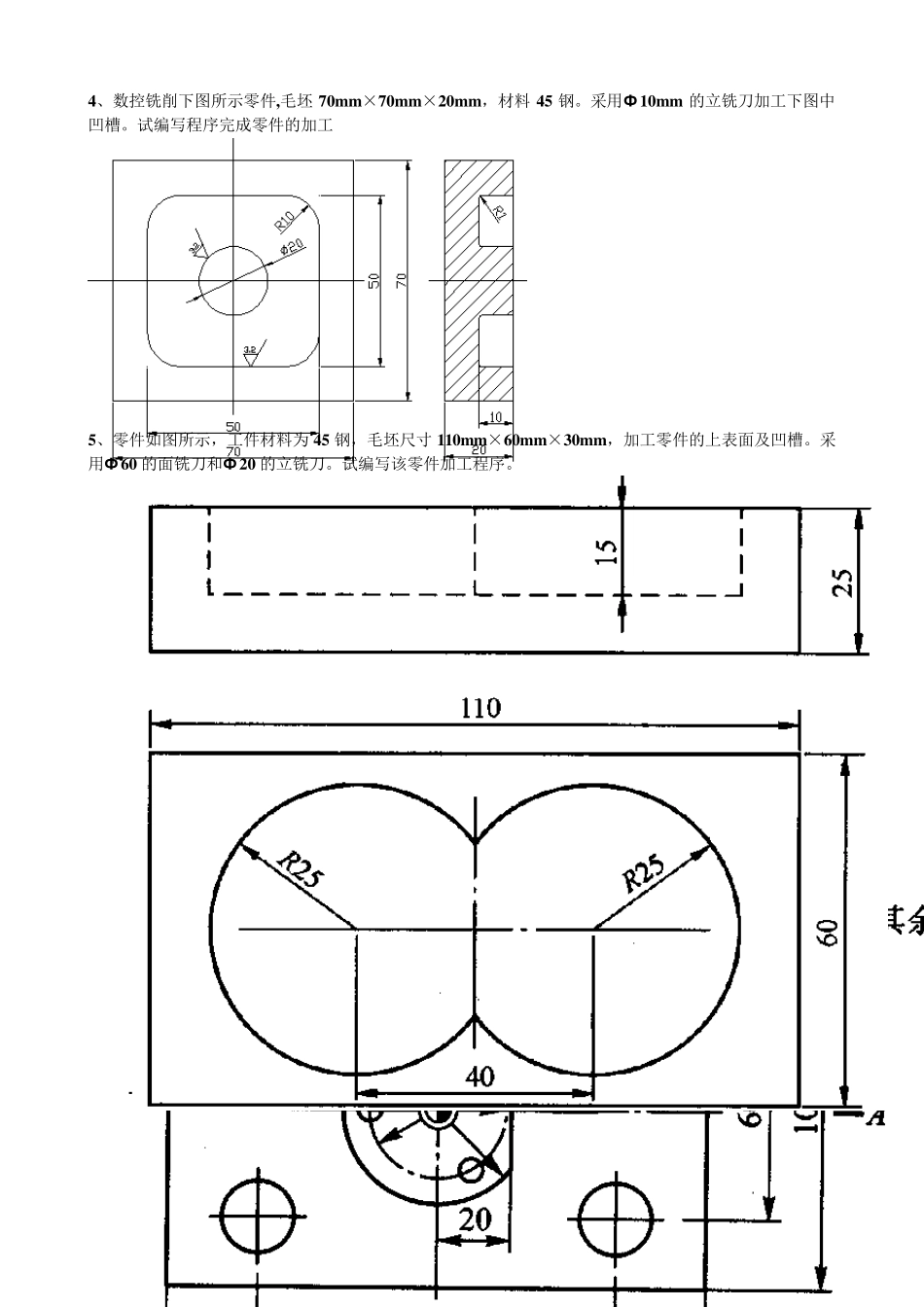
试编写程序完成零件的加工 4、数控铣削下图所示零件,毛坯70mm×70mm×20mm,材料 45 钢
采用Ф10mm 的立铣刀加工下图中凹槽
试编写程序完成零件的加工 5、零件如图所示,工件材料为 45 钢,毛坯尺寸 110mm×60mm×30mm,加工零件的上表面及凹槽
采用Ф60 的面铣刀和Ф20 的立铣刀
试编写该零件加工程序
6、零件如图所示,工件材料为 45 钢
该零件需加工凸台、4 个φ 20H7 孔和 3 个φ10H7 孔
试编写该零件加工程序
(要求使用¢60mm的立铣刀、¢9
7mm和 ¢19
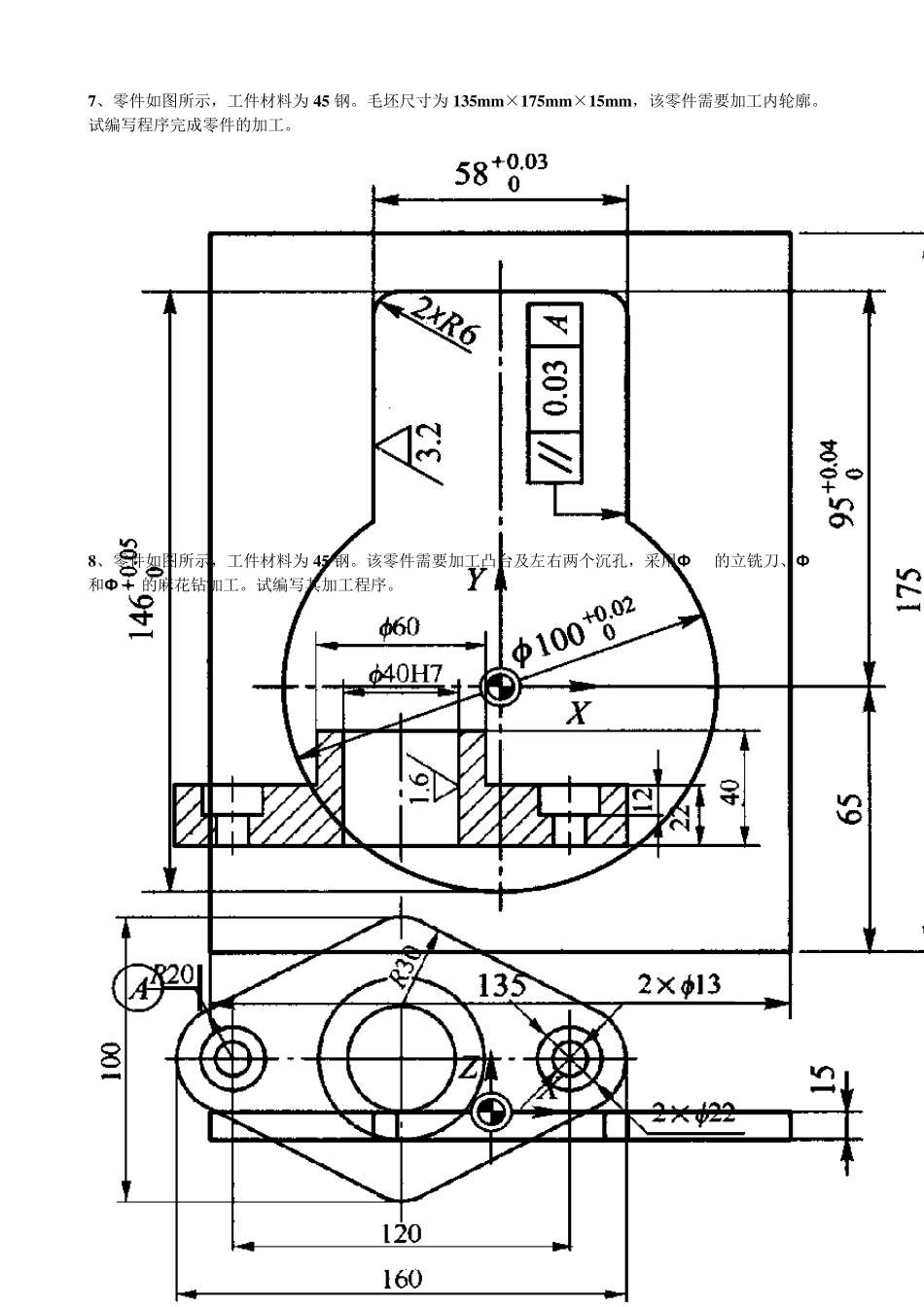
7mm钻头、¢10mm和¢20mm铰刀) 7、零件如图所示,工件材料为45 钢
毛坯尺寸为135m m ×175m m ×15m m ,该零件需要加工内轮廓
试编写程序完成零件的加工
8、零件如图所示,工件材料为45 钢
该零件需要加工凸台及左右两个沉孔,采用Ф60的立铣刀、Ф20和Ф13的麻花钻加工
试编写其加工程序
9、零件如图所示,工件材料为45 钢
毛坯尺寸为150m m ×100m m ×30m m ,零件需要加工上表面、凹槽、Ф27的通孔和Ф37的盲孔,要求采用Ф50mm的立铣刀、Ф27mm的麻花钻、Ф30mm的键槽铣刀以及盲孔镗刀试编写其加工程序
10、零件如图所示,工件材料为45 钢
毛坯尺寸为100