文件编号: 通规-2-04 压力容器热处理 通用工艺规程 (第 3 版) 编制: 陈伟金 日期: 2012
16 审核: 朱迪明 日期:2012
16 批准: 李世藩 日期:2012
16 发放号: 持有人: 受控状态: 2012-01-16 发布 2012-02-01 实施 江苏长荣化工设备有限公司发布 I 前 言 本标准代替《通规-02-04 压力容器焊后热处理通用工艺规程》
本标准与《通规-02-04》 相比较,主要变化如下: ——修改了引用标准
——修改了热处理过程中的升温及降温速度的限制范围
——增加了成形受压元件的恢复性能热处理、改善材料力学性能热处理、以及其他热处理等
——自本标准实施之日起,原标准《通规-02-04》停止使用
2 压力容器热处理工艺规程 1 范围 本标准规定了压力容器热处理工艺、设备、测量、检验等技术要求
本标准适用于我公司制造的、有热处理要求的压力容器及其零部件的热处理
1 成形受压元件的恢复性能热处理 2
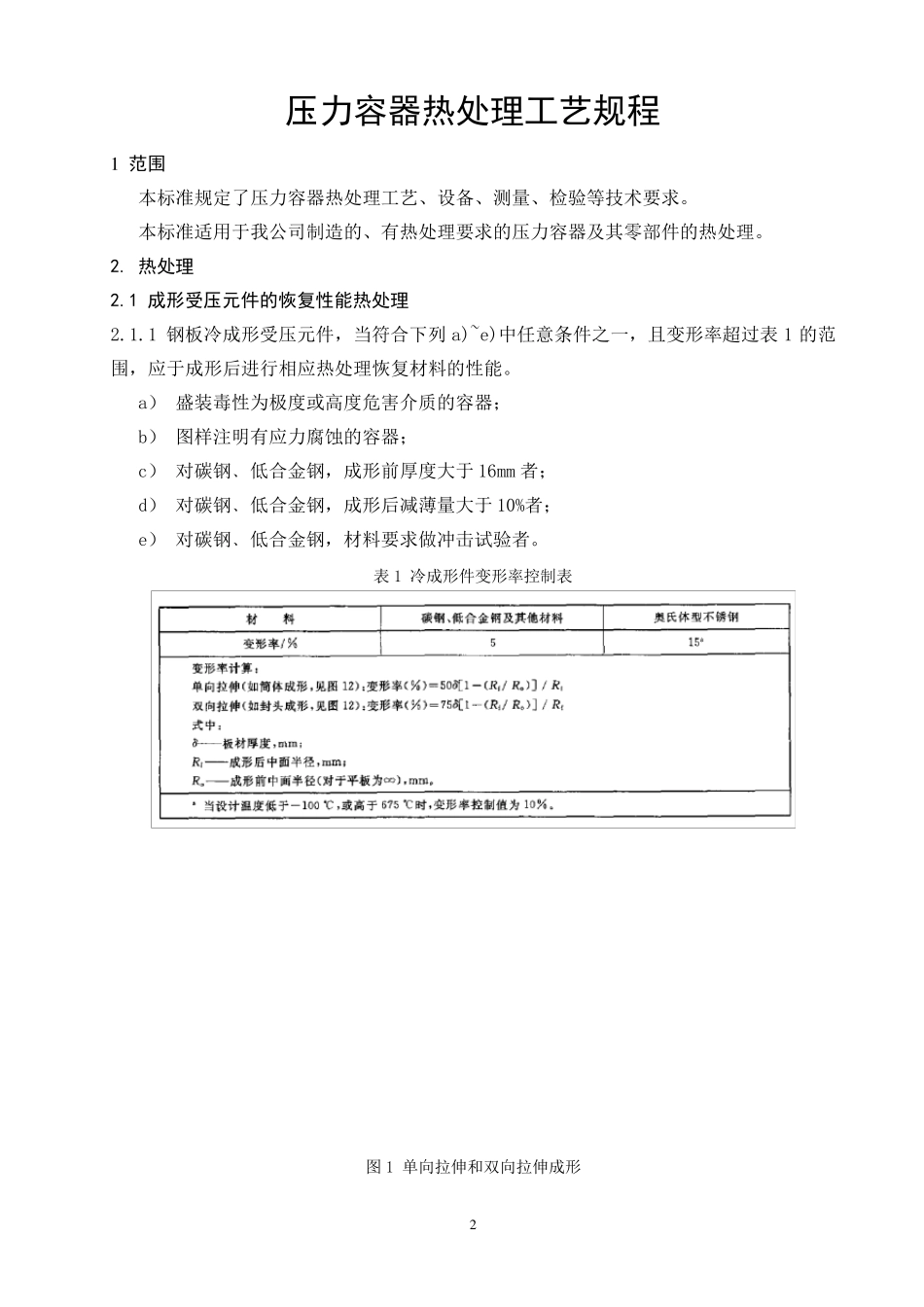
1 钢板冷成形受压元件,当符合下列 a)~e)中任意条件之一,且变形率超过表 1 的范围,应于成形后进行相应热处理恢复材料的性能
a) 盛装毒性为极度或高度危害介质的容器; b) 图样注明有应力腐蚀的容器; c) 对碳钢﹑低合金钢,成形前厚度大于 16mm 者; d) 对碳钢﹑低合金钢,成形后减薄量大于 10%者; e) 对碳钢﹑低合金钢,材料要求做冲击试验者
表 1 冷成形件变形率控制表 图 1 单向拉伸和双向拉伸成形 3 2
2 分步冷成形时,若不进行中间热处理,则成形的变形率为各分步成形变形率之和;若进行中间热处理,则分别计算成形件在中间热处理前﹑后的变形率之和
3 若需要消除成形工件温成形工件的变形残余应力,可参照2
1 对冷成形工件的热处理