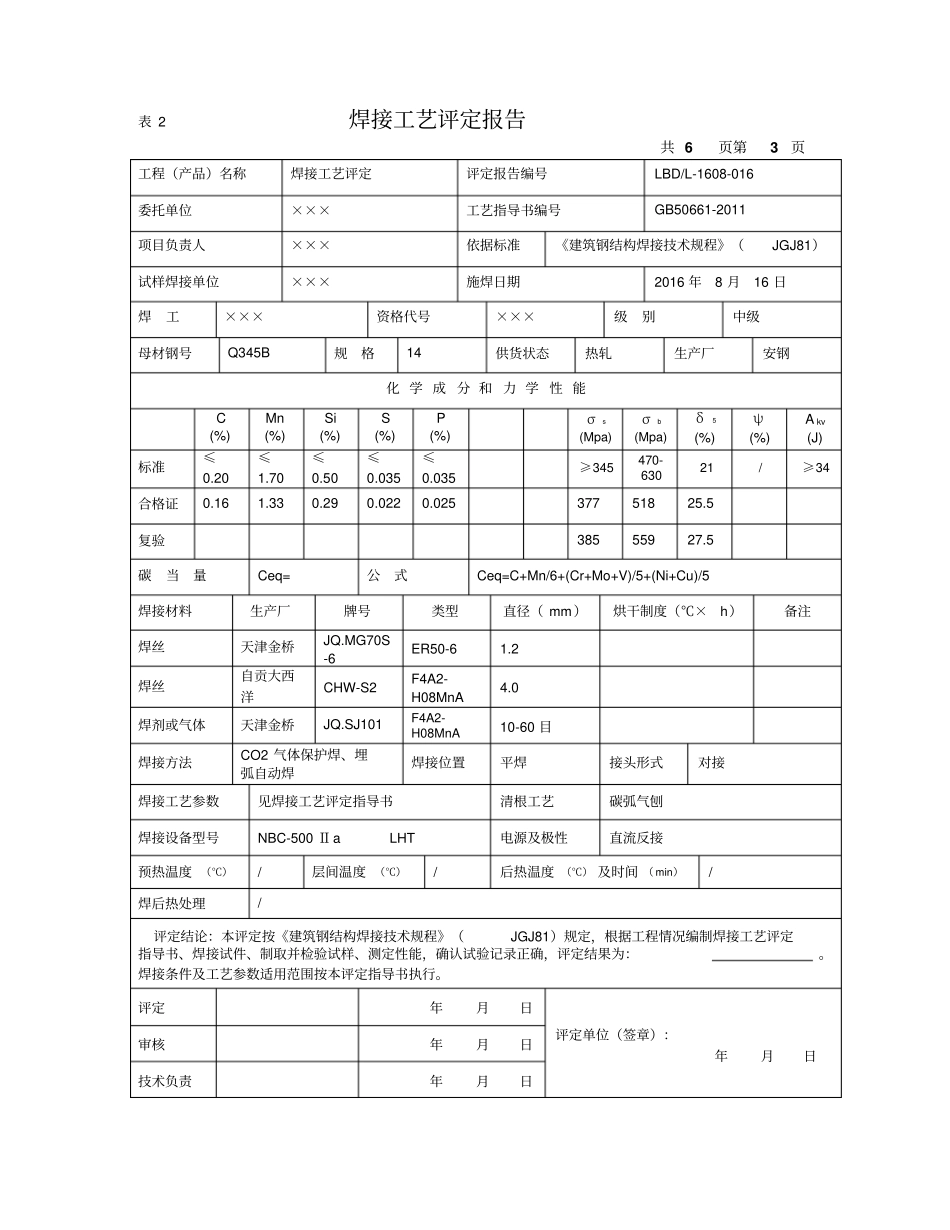
建筑钢结构焊接工艺评定报告编号编制(签名)焊接责任技术人员(签名)批准(签名)单位×××日期年月日表 1焊接工艺评定报告目录序号报告名称报 告 编 号页数1 焊接工艺评定报告封面∕1 2 焊接工艺评定报告目录∕2 3 焊接工艺评定报告3 4 焊接工艺评定指导书4 5 焊接工艺评定记录表∕5 6 焊接工艺评定检验结果∕6 附录:1 钢板材料质量证明书/ 7 2 焊丝材质证明书/ 8-10 3 焊接工艺试件评定11-14 表 2 焊接工艺评定报告共 6 页第 3 页工程(产品)名称焊接工艺评定评定报告编号LBD/L-1608-016 委托单位×××工艺指导书编号GB50661-2011 项目负责人×××依据标准《建筑钢结构焊接技术规程》(JGJ81)试样焊接单位×××施焊日期2016 年 8 月 16 日焊工×××资格代号×××级别中级母材钢号Q345B 规格14 供货状态热轧生产厂安钢化 学 成 分 和 力 学 性 能C (%)Mn (%)Si (%)S (%)P (%)σs (Mpa)σb (Mpa)δ5 (%)ψ(%)A kv (J) 标准≤0
035 ≤0
035 ≥345 470-630 21 / ≥34 合格证0
025 377 518 25
5 复验385 559 27
5 碳当量Ceq= 公式Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/5 焊接材料生产厂牌号类型直径( mm)烘干制度(℃×h)备注焊丝天津金桥JQ
MG70S-6 ER50-6 1
2 焊丝自贡大西洋CHW-S2 F4A2-H08MnA 4
0 焊剂或气体天津金桥JQ
SJ101 F4A2-H08MnA 10-60 目焊接方法CO2 气体保护焊、埋弧自动焊焊接位置平焊接头形式对接焊接工艺参数见焊接工艺评