1下载后可任意编辑DF50K02 顶梁焊接加工一、前言1、TEACH 模式下设置和检查焊枪焊枪作为工业机器人的“工具”,具有固定的几何形状
焊枪安装在工业机器人上,机器人可以携带焊枪驶向工件上的点,也可以利用焊枪的运动在程序中编写这些点
假如焊枪发生碰撞后弯曲变形,必须进行矫正
否则焊丝尖将会出现偏离
焊枪在一个矫正规上接受矫正
出现下列情况必须对焊枪进行检查,必要时重新校准: 在与工件发生碰撞后;在编制一个新程序前;在保养时;在更换焊枪时
程序点的重复精度以及焊缝质量在很大程度上取决于焊枪是否始终保持了规定的几何尺寸
2、在移动焊枪时,首先观察坐标系,TEACH 模式下,我们常用的模式是 BKSE1坐标系,及 TOV 坐标系
假如以弧形运动(GP)驶过焊缝,则存在与工件发生碰撞的危险
为此应选择直线运动方式(GC)3、修改完程序后,在编辑状态下离开文本编辑器为了执行一个程序流程,计算机需要一个经过翻译的程序版本(中间代码)
假如通过“确认”按键离开文本编辑器,这样的翻译过程(编译*) 将自动进行
对程序所做的修改将被保存
假如通过“中止”按键离开文本编辑器,控制系统会询问是否要保存修改内容
回答否后,修改内容被放弃
确认离开文本编辑器,同时对程序文本进行编译
对程序所做的修改将被保存还有一项任务是检查程序是否有所谓的“句法错误”
编译器不能确定导致顺序程序出错(例如:碰撞)的错误
待修正的程序行显示为红色
假如通过“中止”按键离开文本编辑器,控制系统会询问是否要保存修改内容
回答否后,修改内容被放弃
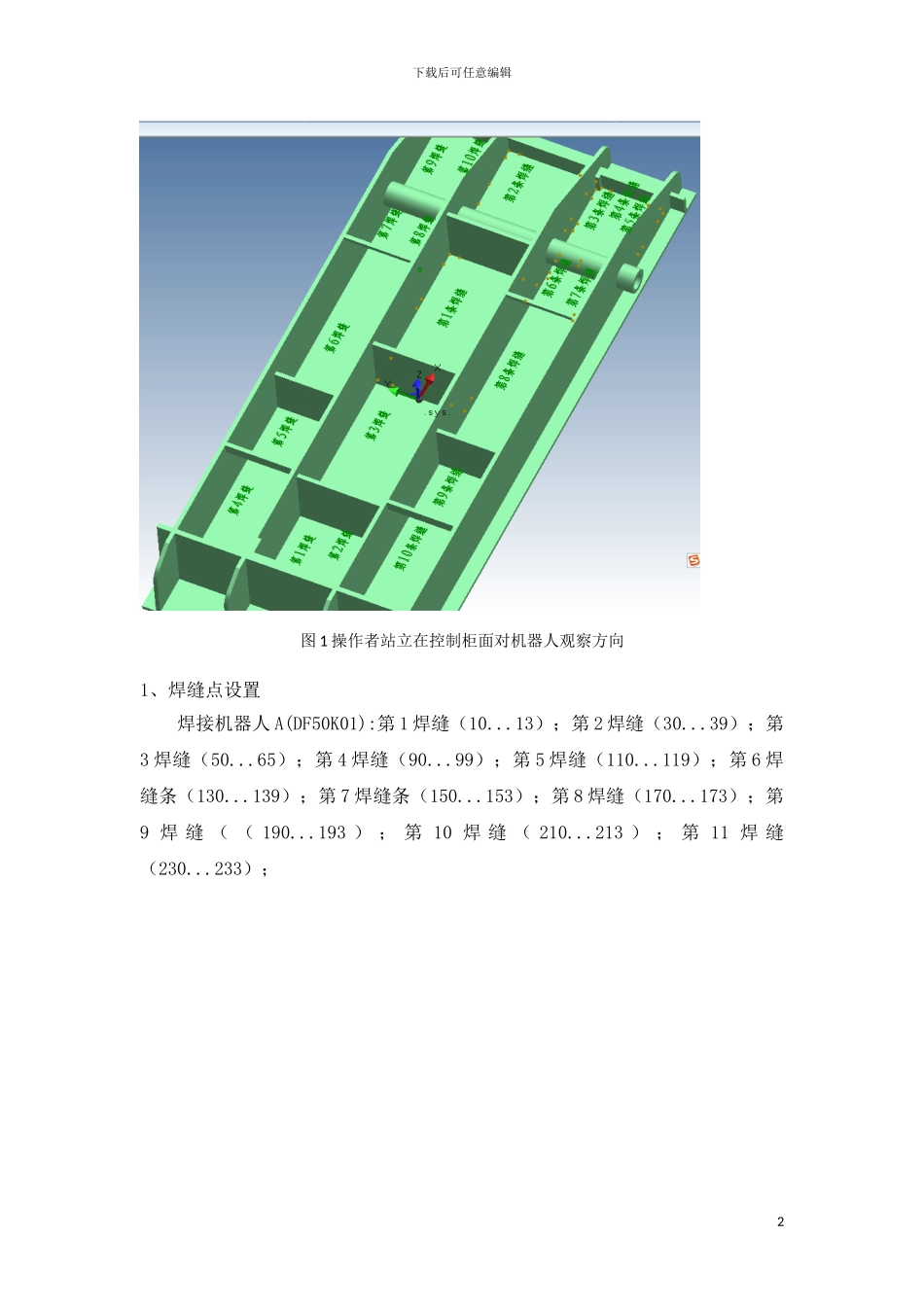
二、焊接机器人顶梁焊接焊缝点安排示意图2下载后可任意编辑图 1 操作者站立在控制柜面对机器人观察方向1、焊缝点设置焊接机器人 A(DF50K01):第 1 焊缝(10
13);第 2 焊缝(30
39);第3 焊缝(50
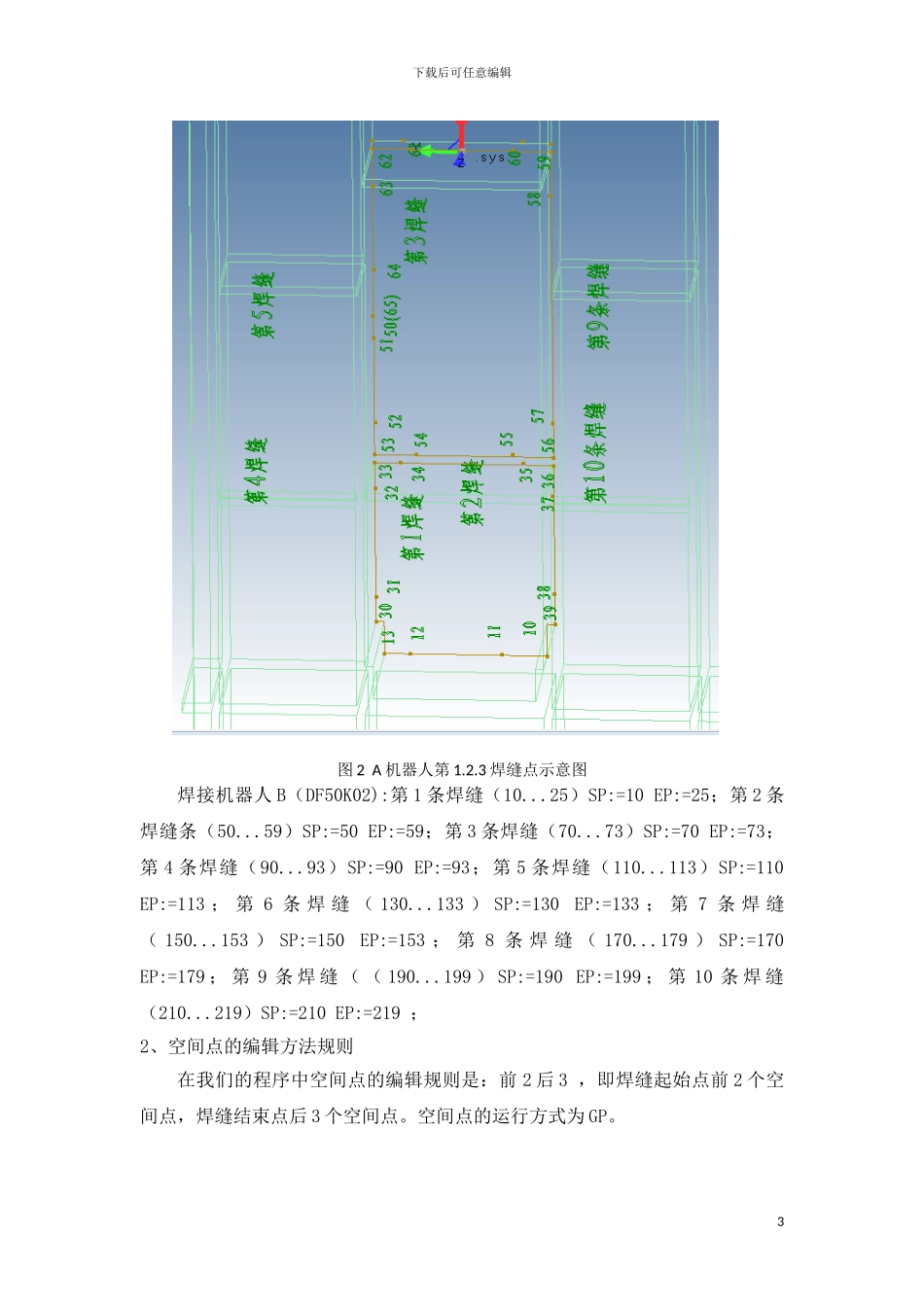
65);第 4 焊缝(90