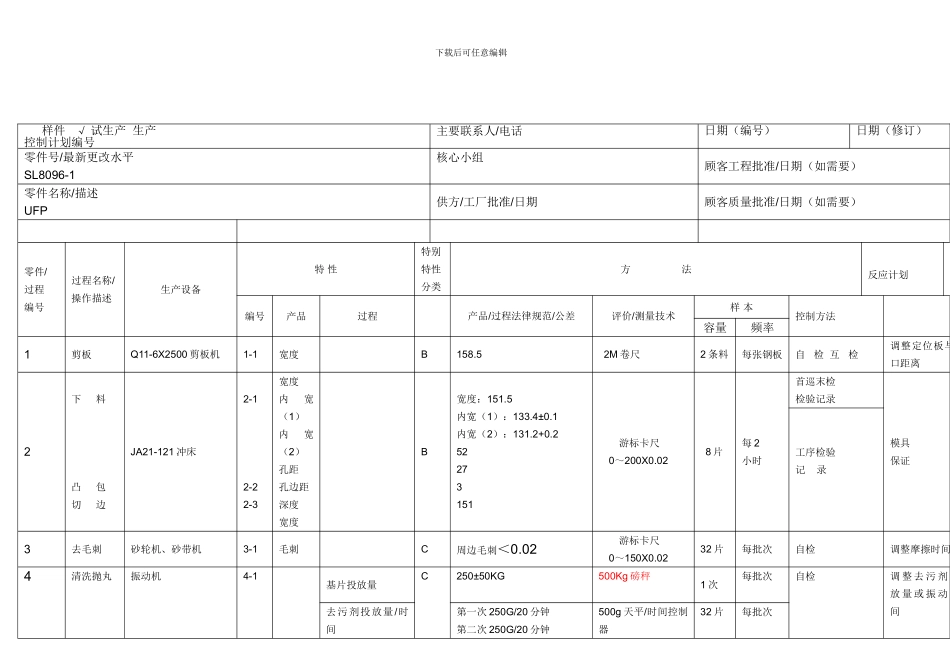
下载后可任意编辑 XXXXX汽摩配有限公司生产-控制计划-APQP 第 1 页,共 2 页样件 √ 试生产 生产控制计划编号主要联系人/电话日期(编号)日期(修订)零件号/最新更改水平SL8096-1核心小组顾客工程批准/日期(如需要)零件名称/描述UFP供方/工厂批准/日期顾客质量批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特 性特别特性分类方 法反应计划编号产品过程产品/过程法律规范/公差评价/测量技术样 本控制方法容量频率1剪板Q11-6X2500 剪板机1-1宽度B158
52M 卷尺2 条料每张钢板自 检 互 检调整定位板与刀口距离2下 料凸 包切 边JA21-121 冲床2-12-22-3宽度内宽(1)内宽(2)孔距孔边距深度宽度B宽度:151
5内宽(1):133
1内宽(2):131
252273151游标卡尺0~200X0
028 片每 2小时首巡末检检验记录模具保证工序检验记 录3去毛刺砂轮机、砂带机3-1毛刺C周边毛刺<0
02游标卡尺0~150X0
0232 片每批次自检调整摩擦时间4清洗抛丸振动机4-1基片投放量C250±50KG500Kg 磅秤1 次每批次自检调 整 去 污 剂 投放 量 或 振 动 时间去污剂投放量/时间第一次 250G/20 分钟第二次 250G/20 分钟500g 天平/时间控制器32 片每批次下载后可任意编辑Q326 履带抛丸清理机基片投放量运行时间80~100KG40 分钟500Kg 磅秤时间控制器32 片每批次自检调整抛丸时间5刷胶工作台5-1配胶/面积CK6 树脂胶:酒精=3:2涂胶面积 95%30kg 电子秤目测32 片每批次自检调整刷胶面积6配料6-1配方单B配方单规定用料量30kg 电子秤1 次1 桶24 小时配料记录单核对每桶重量7拌料高速搅拌机7-1搅拌时间B加树脂前 8mi