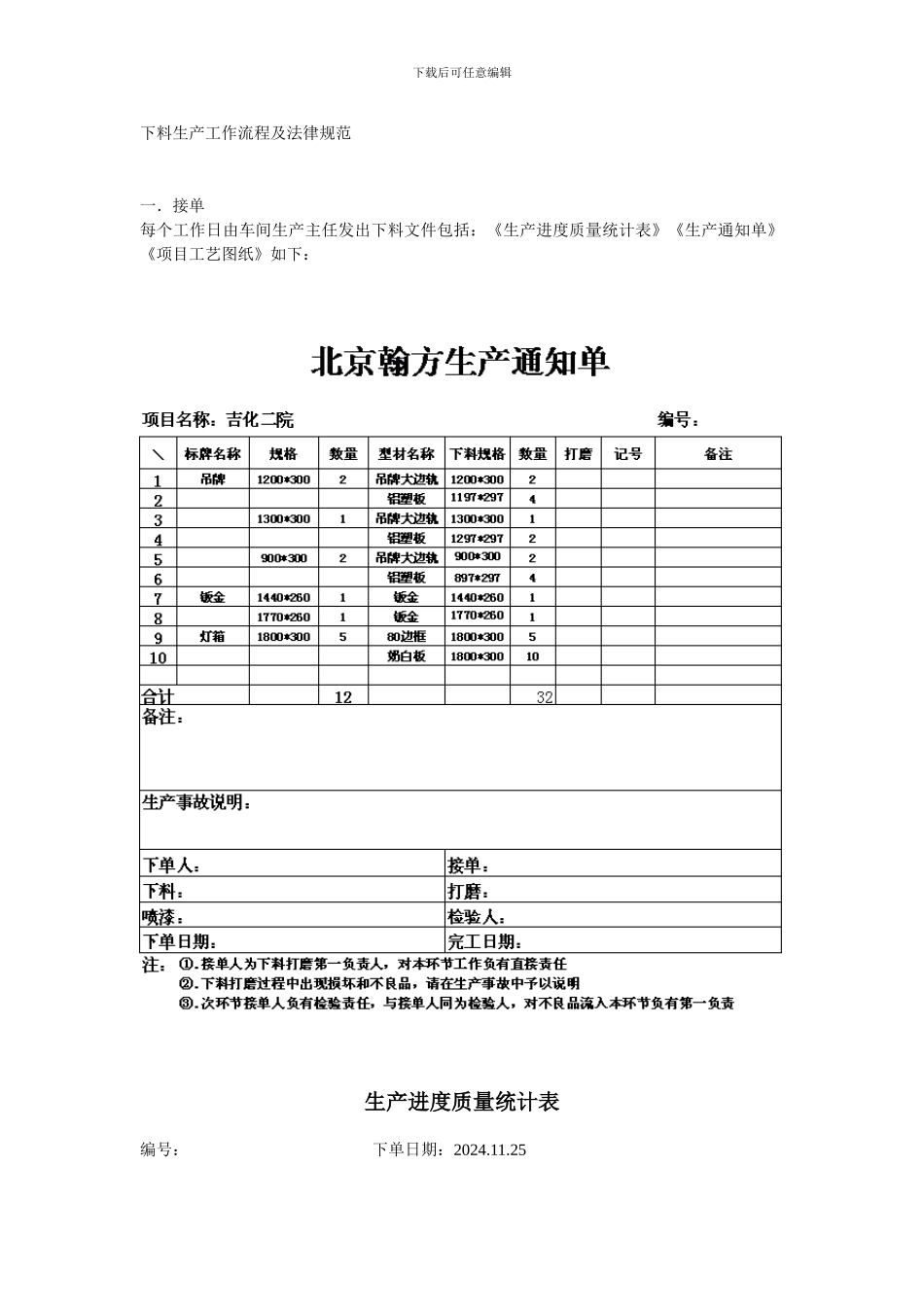
下载后可任意编辑下料生产工作流程及法律规范一.接单每个工作日由车间生产主任发出下料文件包括:《生产进度质量统计表》《生产通知单》《项目工艺图纸》如下:生产进度质量统计表编号: 下单日期:2024
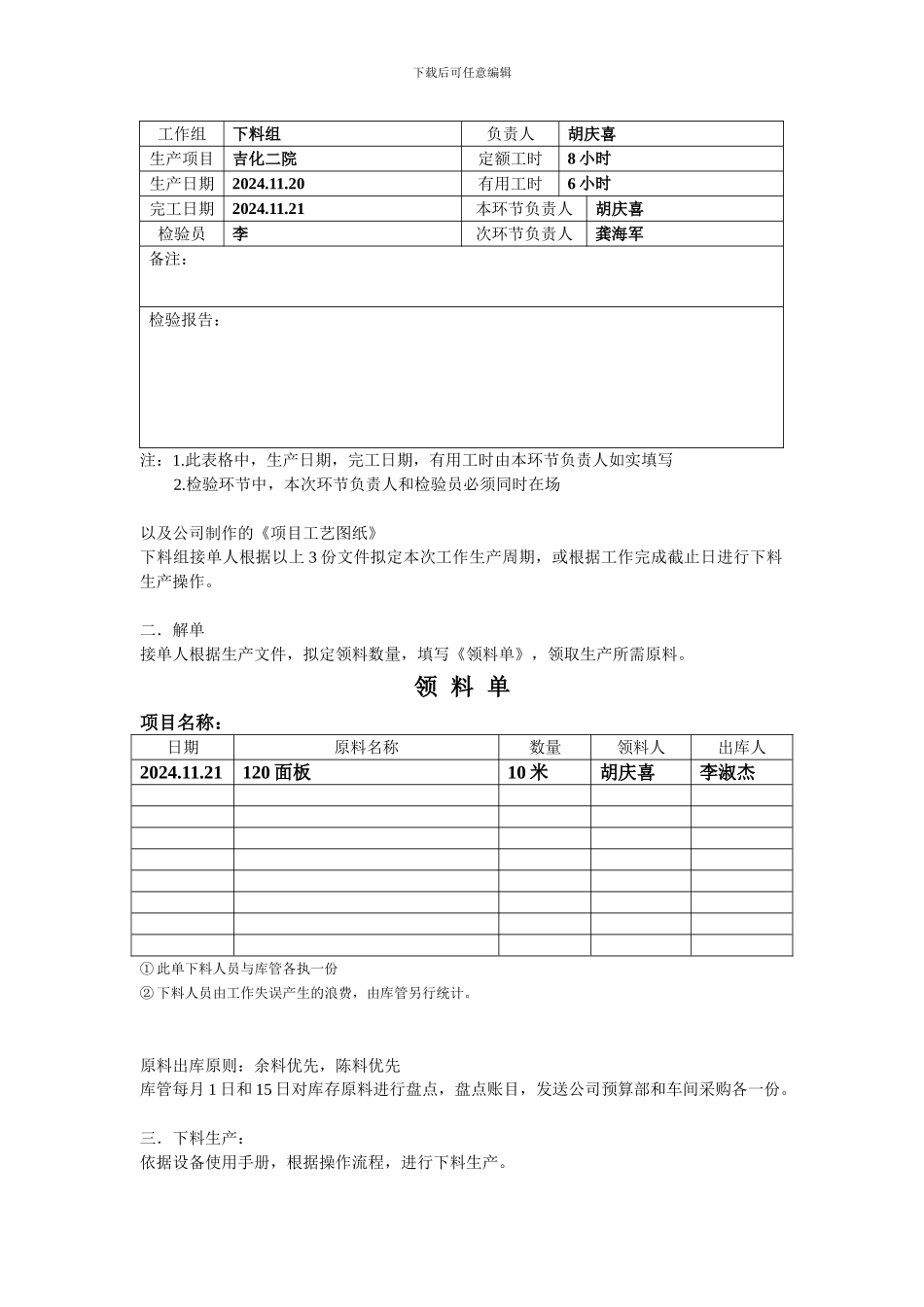
25下载后可任意编辑工作组下料组负责人胡庆喜生产项目吉化二院定额工时8 小时生产日期2024
20有用工时6 小时完工日期2024
21本环节负责人胡庆喜检验员李次环节负责人龚海军备注:检验报告:注:1
此表格中,生产日期,完工日期,有用工时由本环节负责人如实填写2
检验环节中,本次环节负责人和检验员必须同时在场以及公司制作的《项目工艺图纸》下料组接单人根据以上 3 份文件拟定本次工作生产周期,或根据工作完成截止日进行下料生产操作
二.解单接单人根据生产文件,拟定领料数量,填写《领料单》,领取生产所需原料
领 料 单项目名称:日期原料名称数量领料人出库人2024
21120 面板10 米胡庆喜李淑杰① 此单下料人员与库管各执一份② 下料人员由工作失误产生的浪费,由库管另行统计
原料出库原则:余料优先,陈料优先库管每月 1 日和 15 日对库存原料进行盘点,盘点账目,发送公司预算部和车间采购各一份
三.下料生产:依据设备使用手册,根据操作流程,进行下料生产
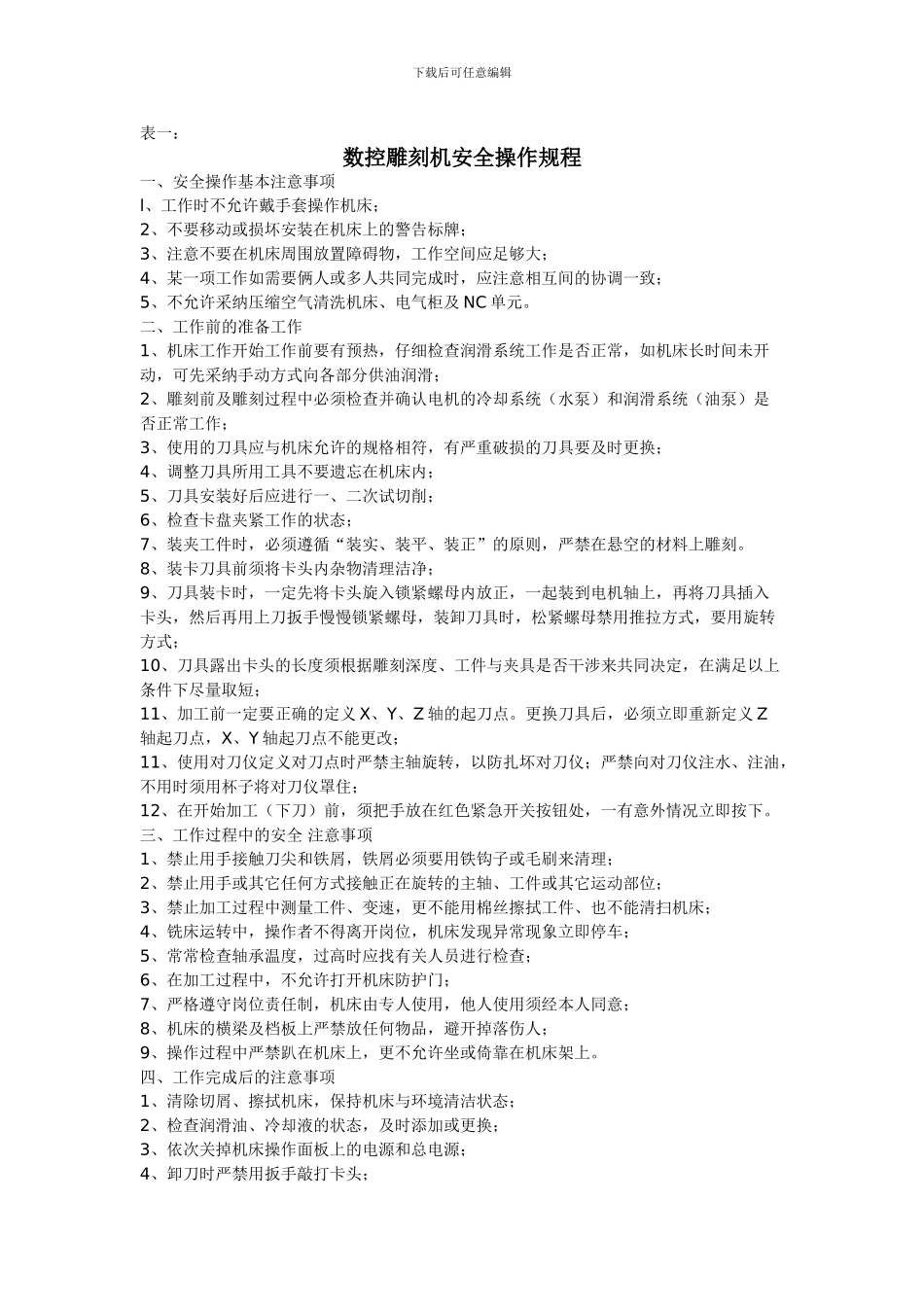
下载后可任意编辑表一:数控雕刻机安全操作规程一、安全操作基本注意事项l、工作时不允许戴手套操作机床;2、不要移动或损坏安装在机床上的警告标牌;3、注意不要在机床周围放置障碍物,工作空间应足够大;4、某一项工作如需要俩人或多人共同完成时,应注意相互间的协调一致;5、不允许采纳压缩空气清洗机床、电气柜及 NC 单元
二、工作前的准备工作1、机床工作开始工作前要有预热,仔细检查润滑系统工作是否正常,如机床长时间未开动,可先采纳手动方式向各部分供油润滑;2、雕刻前及雕刻过程中必须检查并确认电机的冷却系统(水泵)和润