项目2 简单零件加工(圆弧插补指令) 一、零件图样 图 2
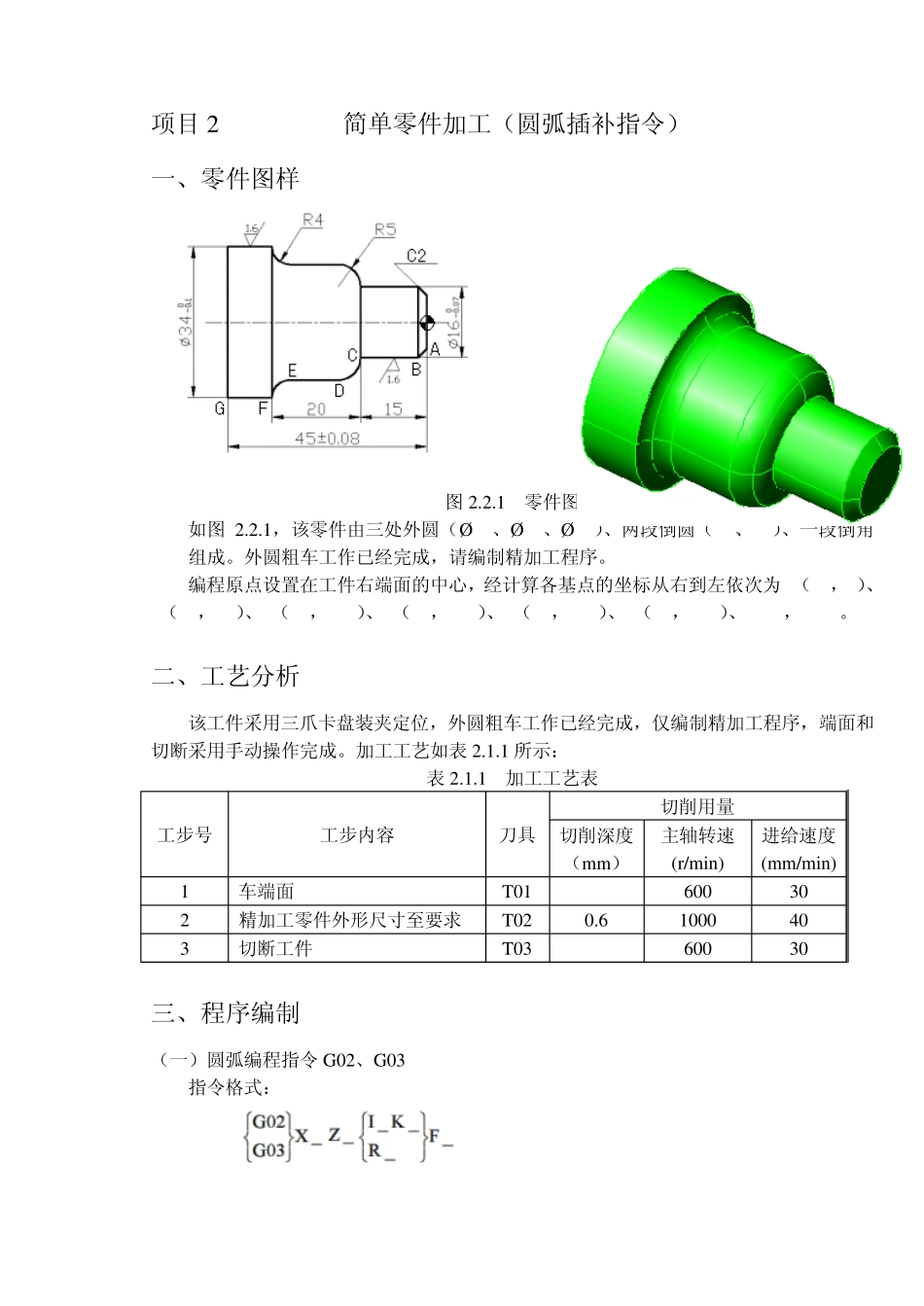
1 零件图 如图 2
1,该零件由三处外圆(Ø 34、Ø 26、Ø 16)、两段倒圆(R4、R5)、一段倒角(C2)组成
外圆粗车工作已经完成,请编制精加工程序
编程原点设置在工件右端面的中心,经计算各基点的坐标从右到左依次为 A(12,0)、B(16,-2)、C(16,-15)、D(26,-20)、E(26,-31)、F(34,-35)、G(34,-45)
二、工艺分析 该工件采用三爪卡盘装夹定位,外圆粗车工作已经完成,仅编制精加工程序,端面和切断采用手动操作完成
加工工艺如表 2
1 所示: 表 2
1 加工工艺表 工步号 工步内容 刀具 切削用量 切削深度 (mm) 主轴转速 (r/min) 进给速度 (mm/min) 1 车端面 T01 600 30 2 精加工零件外形尺寸至要求 T02 0
6 1000 40 3 切断工件 T03 600 30 三、程序编制 (一)圆弧编程指令G02、G03 指令格式: 图2
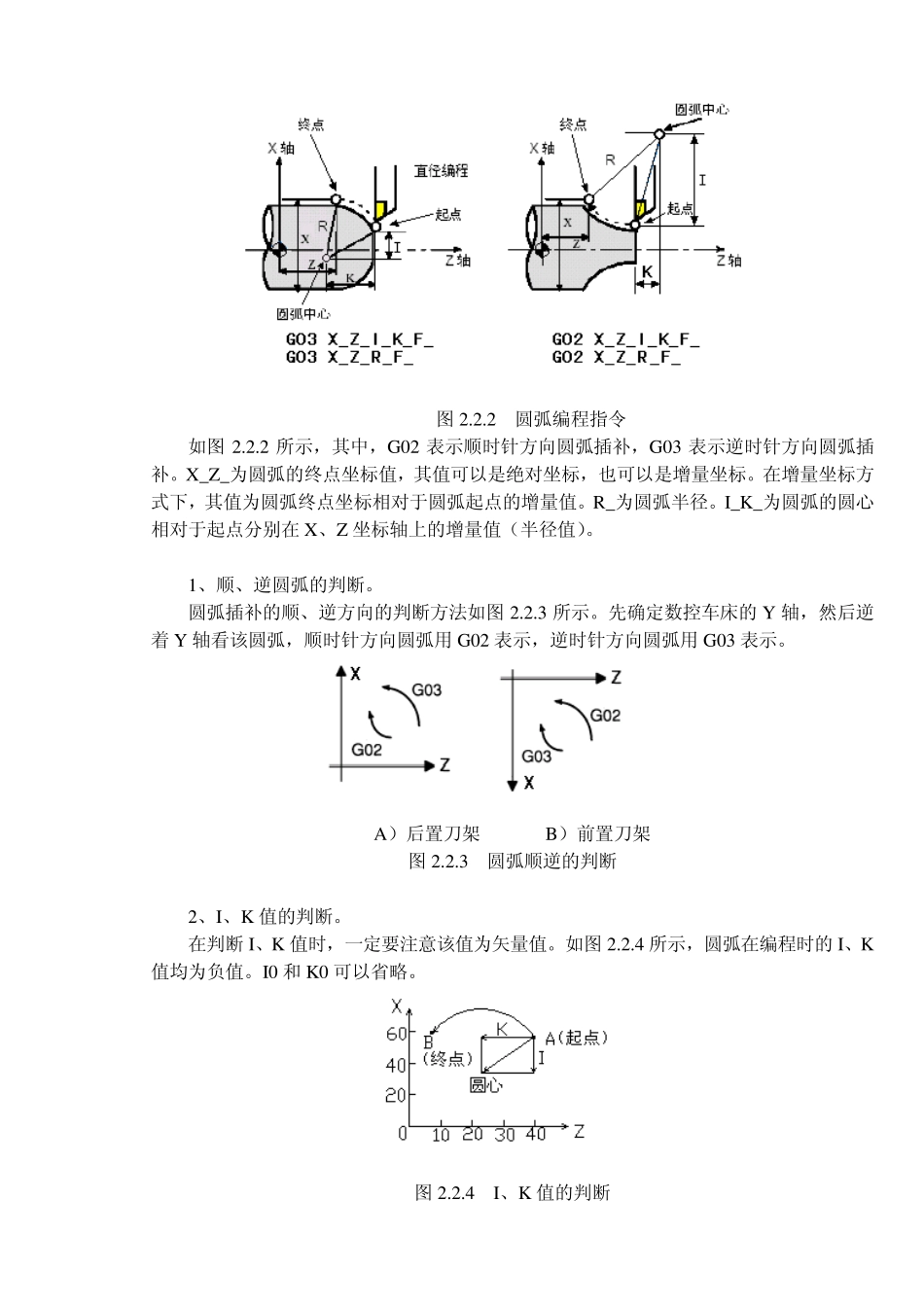
2 圆弧编程指令 如图2
2 所示,其中,G02 表示顺时针方向圆弧插补,G03 表示逆时针方向圆弧插补
X_Z_为圆弧的终点坐标值,其值可以是绝对坐标,也可以是增量坐标
在增量坐标方式下,其值为圆弧终点坐标相对于圆弧起点的增量值
R_为圆弧半径
I_K_为圆弧的圆心相对于起点分别在X、Z 坐标轴上的增量值(半径值)
1、顺、逆圆弧的判断
圆弧插补的顺、逆方向的判断方法如图2
先确定数控车床的Y 轴,然后逆着 Y 轴看该圆弧,顺时针方向圆弧用 G02 表示,逆时针方向圆弧用 G03 表示
A)后置刀架 B)前置刀架 图2
3 圆弧顺逆的判断 2、I、K 值的判断
在判断 I、K 值时,一定要注意该值为矢量值
4 所示,圆弧在编程时的I