项目3 简单零件的加工3(刀具补偿功能) 一、零件图样 图2
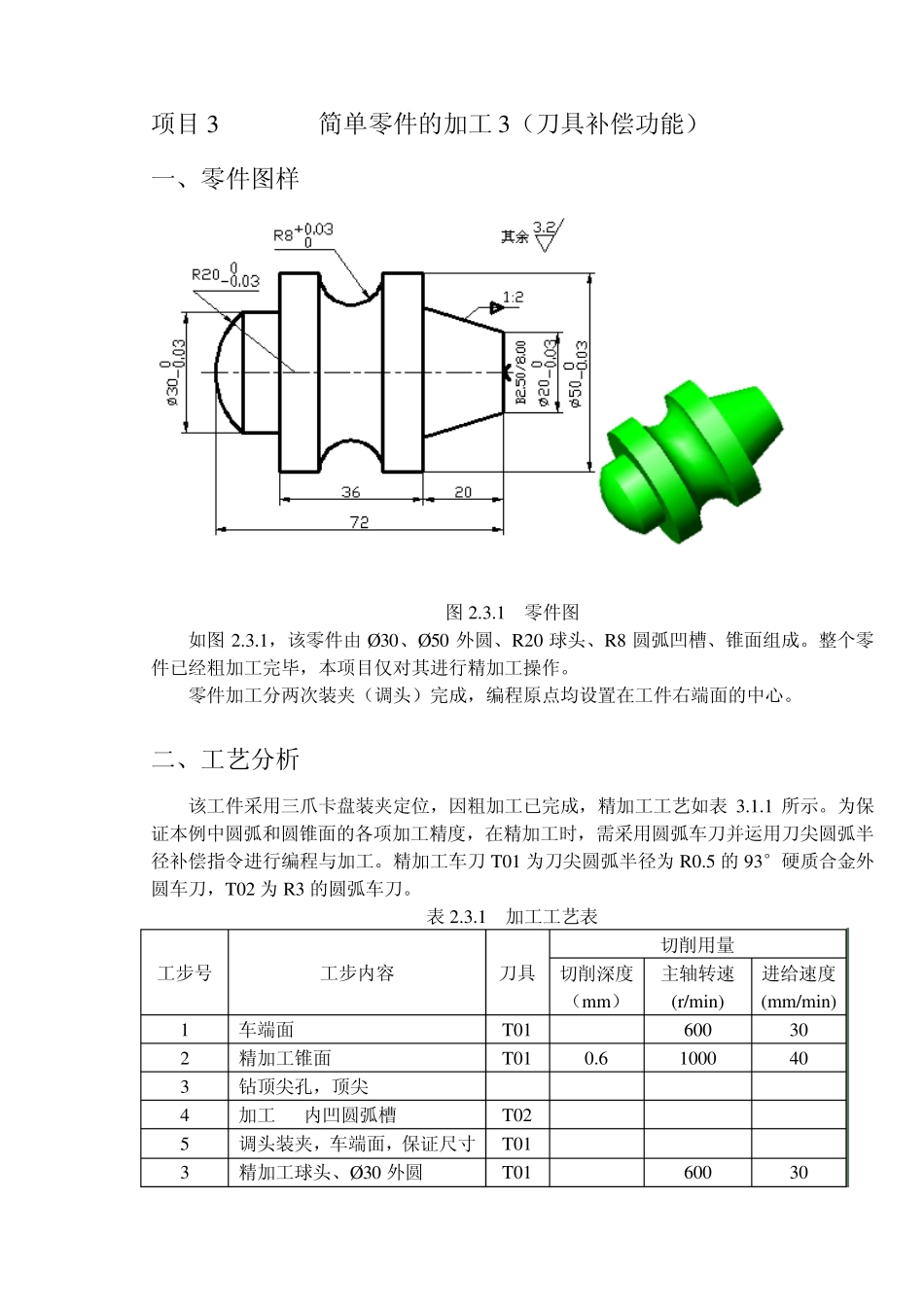
1 零件图 如图2
1,该零件由Ø 30、Ø 50 外圆、R20 球头、R8 圆弧凹槽、锥面组成
整个零件已经粗加工完毕,本项目仅对其进行精加工操作
零件加工分两次装夹(调头)完成,编程原点均设置在工件右端面的中心
二、工艺分析 该工件采用三爪卡盘装夹定位,因粗加工已完成,精加工工艺如表3
为保证本例中圆弧和圆锥面的各项加工精度,在精加工时,需采用圆弧车刀并运用刀尖圆弧半径补偿指令进行编程与加工
精加工车刀T01 为刀尖圆弧半径为R0
5 的93°硬质合金外圆车刀,T02 为R3 的圆弧车刀
1 加工工艺表 工步号 工步内容 刀具 切削用量 切削深度 (mm) 主轴转速 (r/min) 进给速度 (mm/min) 1 车端面 T01 600 30 2 精加工锥面 T01 0
6 1000 40 3 钻顶尖孔,顶尖 4 加工R8内凹圆弧槽 T02 5 调头装夹,车端面,保证尺寸 T01 3 精加工球头、Ø 30 外圆 T01 600 30 三、程序编制 (一)刀具补偿功能 1 、刀具补偿功能 数控程序是针对刀具上的某一点(即刀位点),按工件轮廓尺寸编制的
车刀的刀位点一般为理想状态下的假想刀尖点或刀尖圆弧圆心点
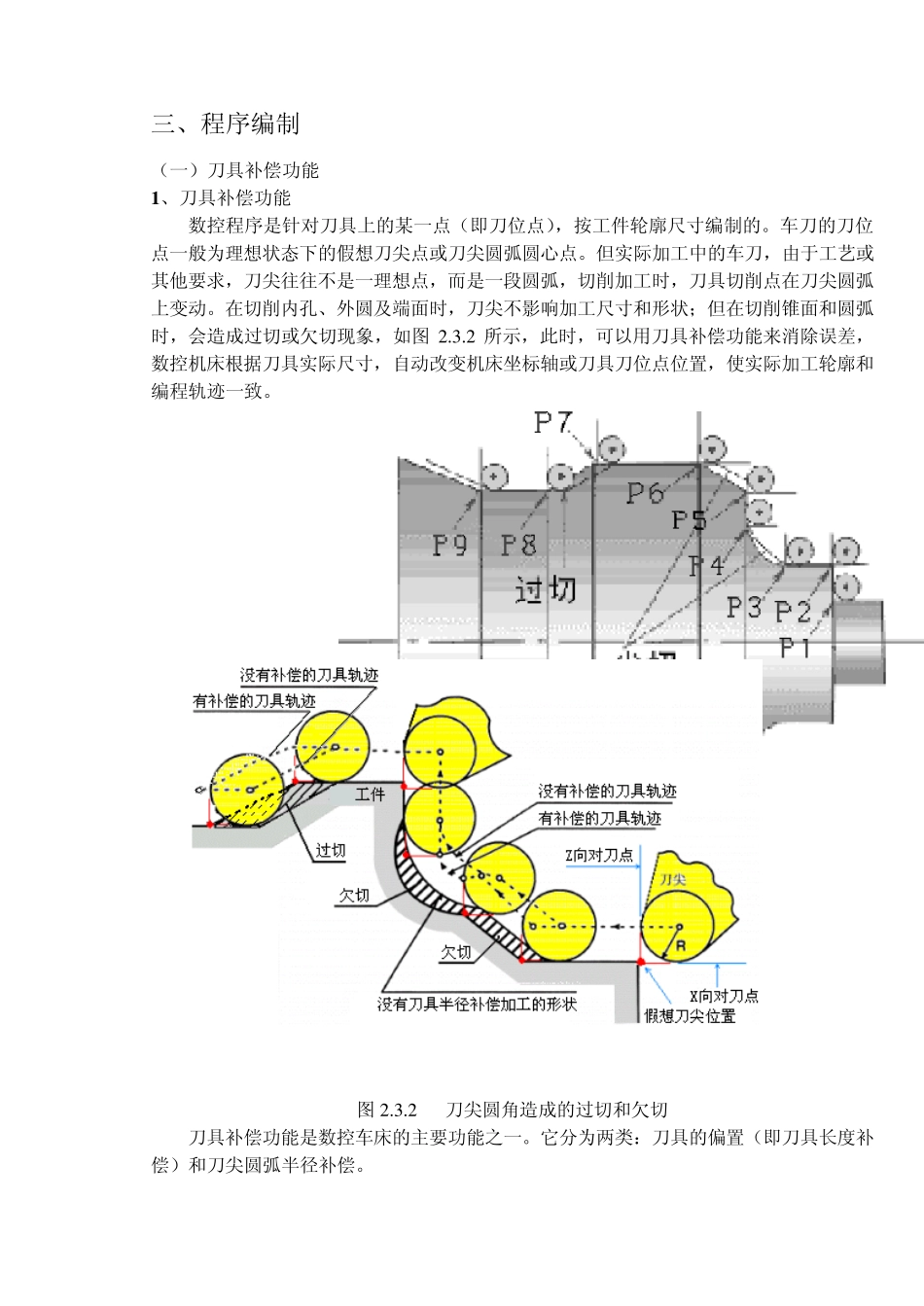
但实际加工中的车刀,由于工艺或其他要求,刀尖往往不是一理想点,而是一段圆弧,切削加工时,刀具切削点在刀尖圆弧上变动
在切削内孔、外圆及端面时,刀尖不影响加工尺寸和形状;但在切削锥面和圆弧时,会造成过切或欠切现象,如图 2
2 所示,此时,可以用刀具补偿功能来消除误差,数控机床根据刀具实际尺寸,自动改变机床坐标轴或刀具刀位点位置,使实际加工轮廓和编程轨迹一致
2 刀尖圆角造成的过切和欠切 刀具补偿功能是数控车床的主要功能之一
它分为两类:刀具的偏