0mmpitchPBGA失效分析報告NSG/NSD-制工部報告:李國榮資料整理:曾國強大綱問題背景問題描述失效分析+結果綜合因素分析DOE分析+結果對策+實施+效果我們學到什麼
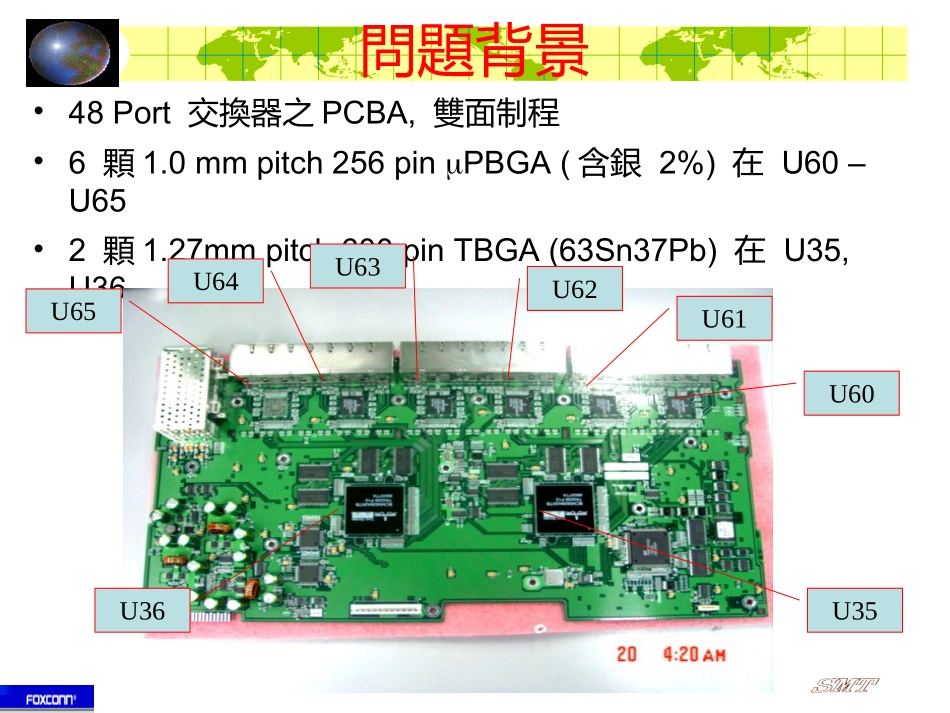
經驗總結:推廣問題背景•48Port交換器之PCBA,雙面制程•6顆1
0mmpitch256pinPBGA(含銀2%)在U60–U65•2顆1
27mmpitch600pinTBGA(63Sn37Pb)在U35,U36U65U64U63U62U61U60U36U35問題描述•有3片ICTFailedPCBA,U65的BGA脫落•斷裂位置在錫球與零件基板連接面U65問題描述(接上頁)•斷裂後BGA上所有錫球仍很牢固的留在PCB焊盤上怎麼辦
由於這個問題的嚴重性,導致此產品停止生產
失效分析(一)•進行下述檢測:–a)2DX檢測–b)5DX檢測(Agilent5DX-X光分層分析儀)2DX5DX失效分析(一)-結果•所有錫球均沒有少錫現象•–在錫球內發現有大氣泡以2DX之影象來計算,符合IPC-A-610C標準•需進一步確認氣泡位置5DX-BGA氣泡直徑分佈圖2DX-影像大氣泡失效分析(二)•在SMT實驗室做切片分析樣品切割粗磨細磨用高倍顯微鏡檢驗失效分析(二)–切片結果•大部份氣泡均在錫球與零件之間的焊接面氣泡錫裂BGA元件PCBA初步結果:氣泡形成•氣泡都集中在錫球與零件之間–Why
–此零件錫球為含銀2%–62Sn36Pb2Ag–含銀2%錫球之熔點為179oC,但63Sn37Pb錫膏之熔點為183oC–助焊劑在Soaking區開始氣化,在Reflow區時沒有全部揮發,形成氣泡–因錫球之迴焊時間較錫膏長,所以氣泡有較長時間從PCB端移到BGA零件端–在63Sn37Pb錫球與錫膏,氣泡一般在錫球中心而非上端183oC179oC初步結果:爐溫曲線•錫膏廠商建議之線性(Linear)Pro