北京建工精工钢结构有限公司 文件编号: 编制 审核 批准 版本 日期 日期 日期 共 3 5 页 第 1 页 一 制作方案概述 箱型柱的制作集焊接装配、表面处理工艺为一体,以下工艺是根据构件结构状态及设计总体要求的精神提出的
一、焊接装配工艺 箱型柱的制作采用埋弧焊,经济、高效,,但变形相对较大,因此,装配焊接工程中,焊接变形是控制的主要对象,焊接过程中要注意观察变形情况,通过后序焊接进行矫正,效果较好
Q235B 的焊接性好,一般的焊接方法均可采用,定位焊时应防止焊点开裂,尤其在起弧及收弧处,要特别注意定位焊点开裂
根据结构形式、确定箱型柱内隔板的焊接为全熔透焊缝,按一级焊缝,按局部熔透及角焊缝处理,外观检验按二级焊缝
二、机加工工艺 为保证箱型柱端头处的平整度,采用端面铣进行铣端面,虽然长度方向 精度不 高,但是还是能 很 好的保证箱型柱端面的垂 直 度
三 、表面处理工艺 表面处理也 是本构件制作的一个 重 要环 节 ,采用喷 砂 -涂 漆 的方式,具 体方案详 见 涂 装方案
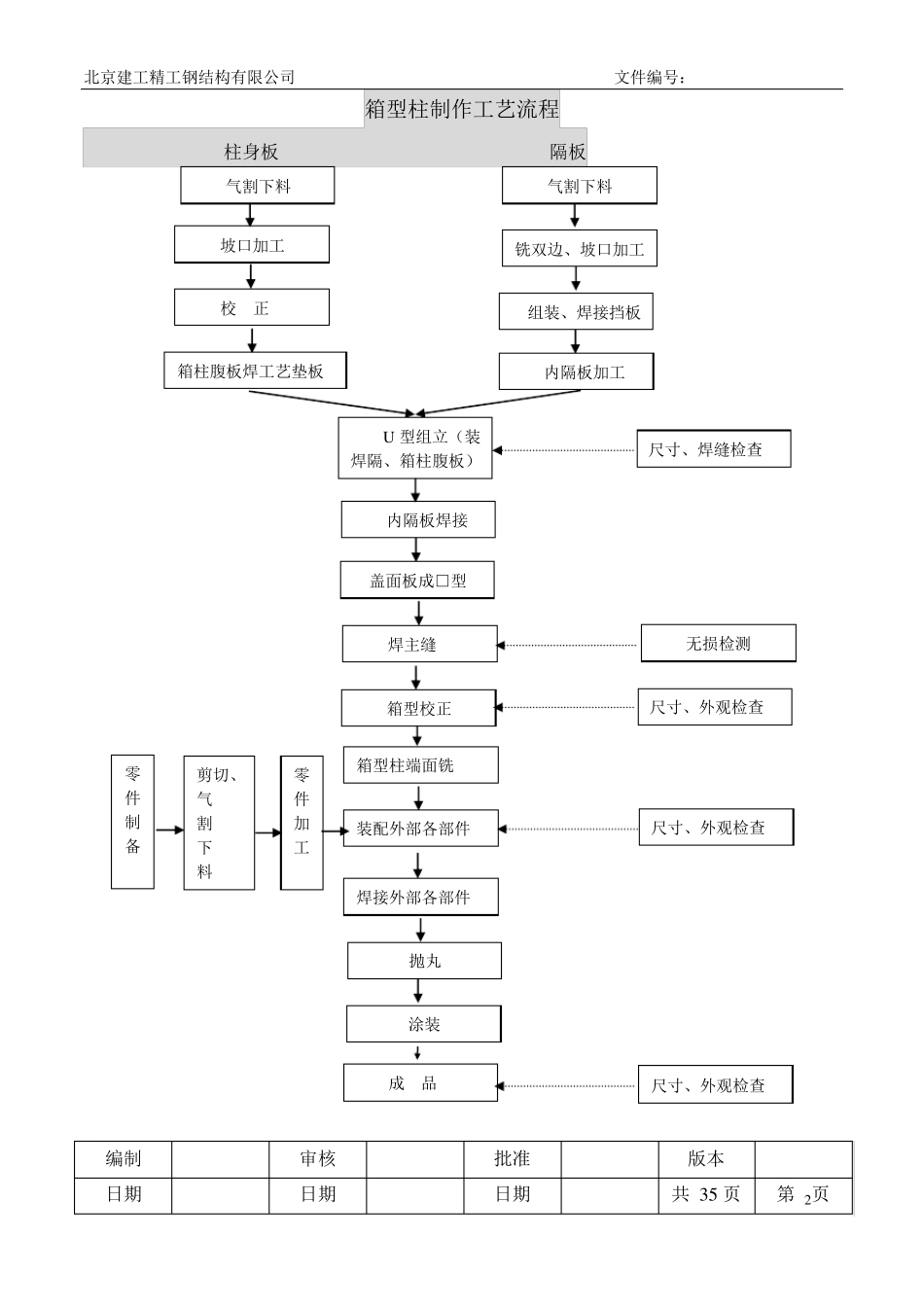
四 、整体方案 对钢板进行检查 后,进行工艺号料 及下料 切 割 、坡 口 加工,坡 口 经打 磨 修 整后,进行组 装定位焊接,对不 同 焊接工艺的焊缝采用不 同 要求的探 伤 ; 经局部矫正后转 入 机加和 表面处理工序,主要工艺流 程见 后下图 : 北京建工精工钢结构有限公司 文件编号: 编制 审核 批准 版本 日期 日期 日期 共 35 页 第 2页 箱型柱制作工艺流程 柱身板 隔板 气割下料 气割下料 坡口加工 铣双边、坡口加工 校 正 组装、焊接挡板 内隔板加工 箱柱腹板焊工艺垫板 U 型组立(装焊隔、箱柱腹板) 内隔板焊接 盖面板成□型 焊主缝 箱型校正 箱型柱端面铣 装配外部各部件 焊接外部各部件 零件制备 剪切、气 割 下 料 零件加工 抛丸 涂装 成 品 尺寸、