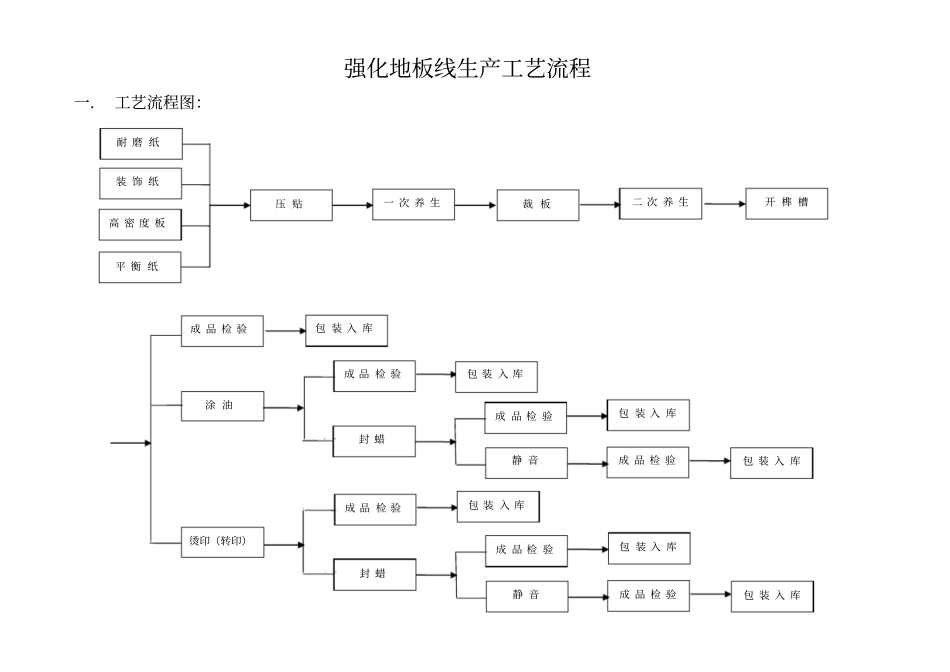
强化地板线生产工艺流程一. 工艺流程图:平 衡 纸压 贴一 次 养 生裁 板开 榫 槽涂 油成 品 检 验包 装 入 库耐 磨 纸装 饰 纸高 密 度 板成 品 检 验包 装 入 库二 次 养 生封 蜡成 品 检 验包 装 入 库静 音成 品 检 验包 装 入 库烫印(转印)成 品 检 验包 装 入 库封 蜡成 品 检 验包 装 入 库静 音成 品 检 验包 装 入 库二.工艺流程说明:1
原材料:外购耐磨纸、装饰纸(木纹纸) 、高密度板和平衡纸,其中耐磨纸、装饰纸和平衡纸三种原材料要保存在恒温20℃、恒湿(相对湿度 50℅-60℅)的环境中,高密度板的密度≥0
85g /cm32
压贴:采用低压短周期工艺将耐磨纸、装饰纸、高密度板、平衡纸四种材料一次热压成型,一般热压温度195℃左右,板面压力约 3
6Mpa,热压时间 30-40 秒,具体的参数根据生产不同产品做调整
一次养生:热压好的大板在码堆前先晾板降温,码堆后再养生1-3 天,使板温降到环境温度,理想温度是30℃左右,不超过 45℃
裁板(开料):根据成品地板的长度和宽度规格各加上10-11 ㎜的加工余量,按此尺寸将大板裁成单支地板条
开好料的小板要空心码放,每叠小板的边缘上下对齐成直线,以便于快速释放因热压产生的内应力
5.二次养生:裁好的地板条要养生7 天以上,以释放地板内部的应力,减少地板的变形,为了提高养生效果,可以将边料和芯料分开养生
6.开榫槽:按照成品规格加工出板面尺寸、倒角和榫槽
7.转印:对地板四周倒角部位进行转印处理,使地板更加美观,降低吸水膨胀率和甲醛释放量
8.封蜡:对地板四周榫槽进行封蜡处理,使用液态蜡将地板长边和短边榫槽全封闭,进一步降低吸水膨胀率和甲醛释放量
9.成品检验:按照国标和企业标准进行成品外观检验和理化性能检测,需要建立检测实验室
10.包装入库:包装时防潮膜