文件名称 文件编号∕版次 页数 编制 审核 冲压产品检具测量方法 KD-QW-pz-124/02 共5页,第1页 目的:规范冲压产品检具的测量方法和步骤
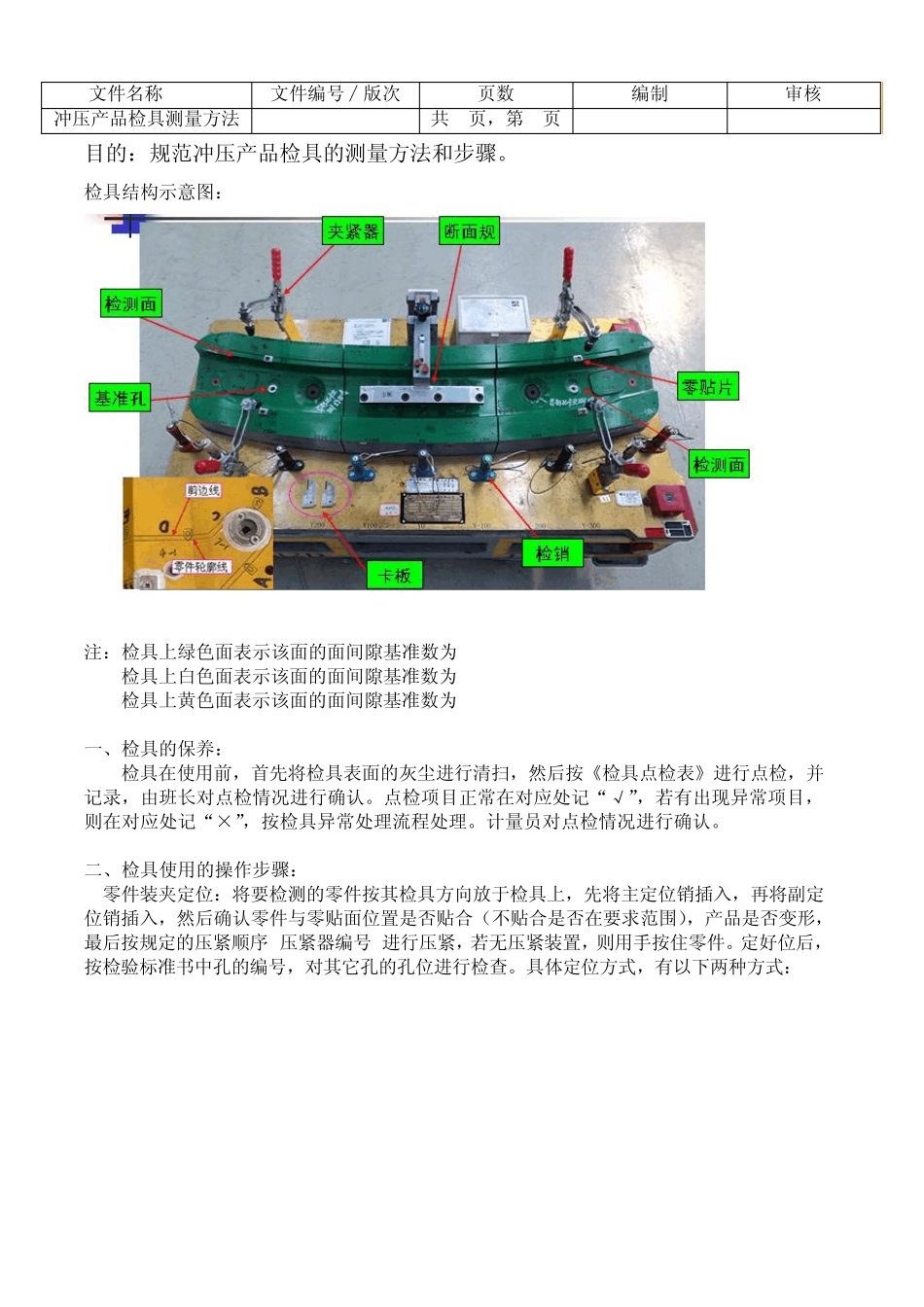
检具结构示意图: 注:检具上绿色面表示该面的面间隙基准数为3mm 检具上白色面表示该面的面间隙基准数为0mm 检具上黄色面表示该面的面间隙基准数为2mm 一、检具的保养: 检具在使用前,首先将检具表面的灰尘进行清扫,然后按《检具点检表》进行点检,并记录,由班长对点检情况进行确认
点检项目正常在对应处记“√”,若有出现异常项目,则在对应处记“×”,按检具异常处理流程处理
计量员对点检情况进行确认
二、检具使用的操作步骤: 1
零件装夹定位:将要检测的零件按其检具方向放于检具上,先将主定位销插入,再将副定位销插入,然后确认零件与零贴面位置是否贴合(不贴合是否在要求范围),产品是否变形,最后按规定的压紧顺序(压紧器编号)进行压紧,若无压紧装置,则用手按住零件
定好位后,按检验标准书中孔的编号,对其它孔的孔位进行检查
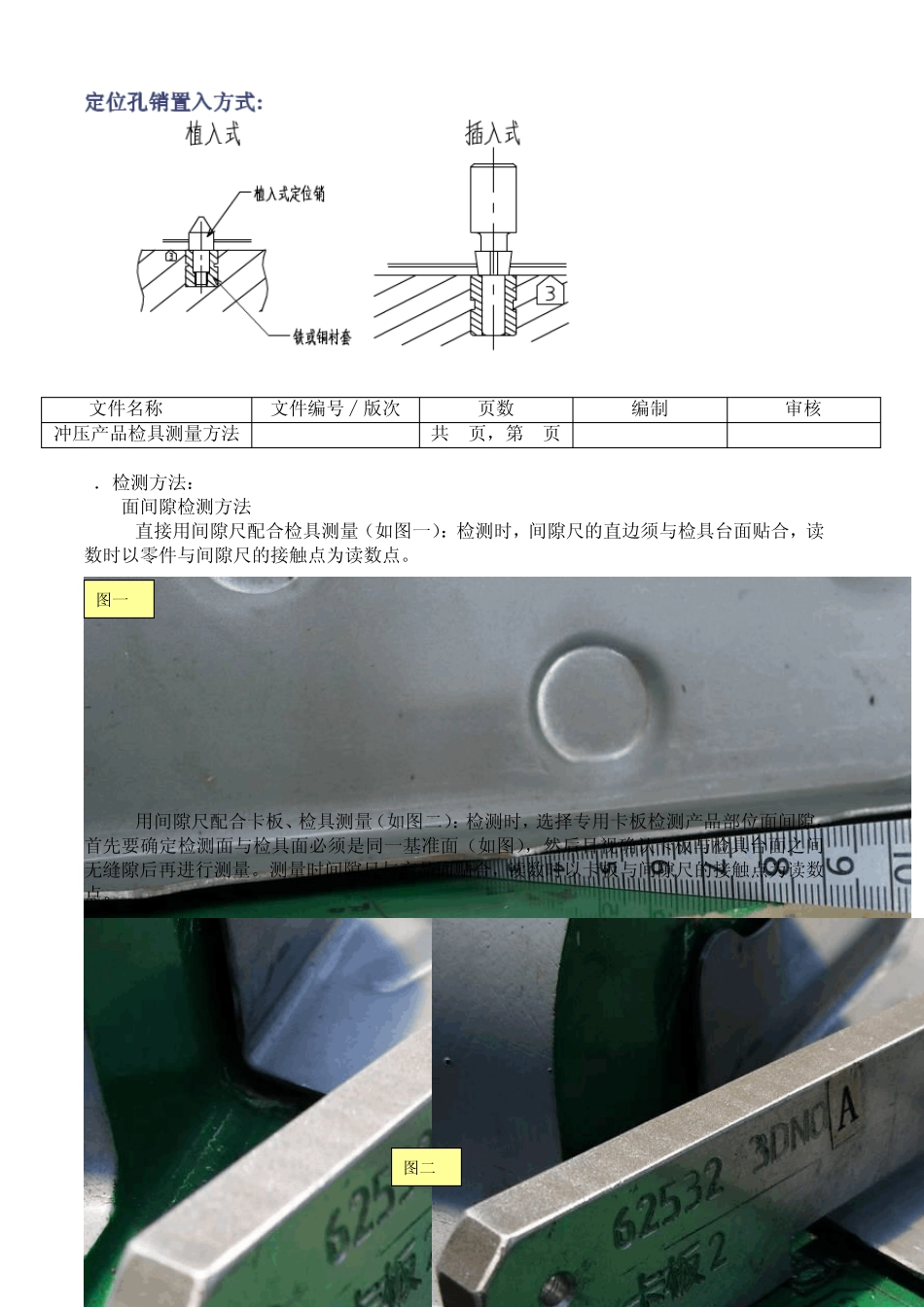
具体定位方式,有以下两种方式: 文件名称 文件编号∕版次 页数 编制 审核 冲压产品检具测量方法 KD-QW-pz-124/02 共 5页,第 2页 2.检测方法: 2
1 面间隙检测方法 2
1直接用间隙尺配合检具测量(如图一):检测时,间隙尺的直边须与检具台面贴合,读数时以零件与间隙尺的接触点为读数点
2用间隙尺配合卡板、检具测量(如图二):检测时,选择专用卡板检测产品部位面间隙,首先要确定检测面与检具面必须是同一基准面(如图),然后目视确认卡板与检具台面之间无缝隙后再进行测量
测量时间隙尺与产品面贴合,读数时以卡板与间隙尺的接触点为读数点
图二 图一 2
3测深卡板和游标卡尺配合测量(如图三):首先,清理干净测深卡板卡槽部位的灰尘或异物,然后将其固定螺丝锁紧
测量时,先确定基准面(①测深