振动时效基本工艺方法绵阳市重力机电设备有限公司 2008-12-05 15:06:28 作者:SystemMaster 来源: 文字大小 :[ 大][ 中][ 小] 振动时效 基本工艺方法振动时效的效果是通过正确的工艺方法来实现的,工艺方法包括振动频率的选择,激振点及支承点和振动时间确定等
RSR2000(G)系列具备高度智能化的专家级软件系统,能完全自动完成振动时效工艺的整个电控过程, 包括主振和副振频率的选择,时效处理的时间确定和区分不同类型结构件的工艺过程等,能提供相当准确的加工资料和符合标准的曲线
可完全消除人为误差和避免因操作疏忽而造成不可挽回的损失
由于在实际运用中,不同的结构件有着不同的工艺方法,经验的积累是完成工艺工作必不可少的事,在本篇中介绍的基本工艺方法可供参考
但要提醒各位的是RSR2000(G)系列完善的软件控制系统具备在各种情况下(包括外部工艺即激振点和支承点选择不适当)可自动调节完成振动时效工艺过程的电控操作过程,并且取得最佳的处理效果
以下就振动时效工艺的基本方法简要介绍,供在实际操作中使用手动和半自动时的参考
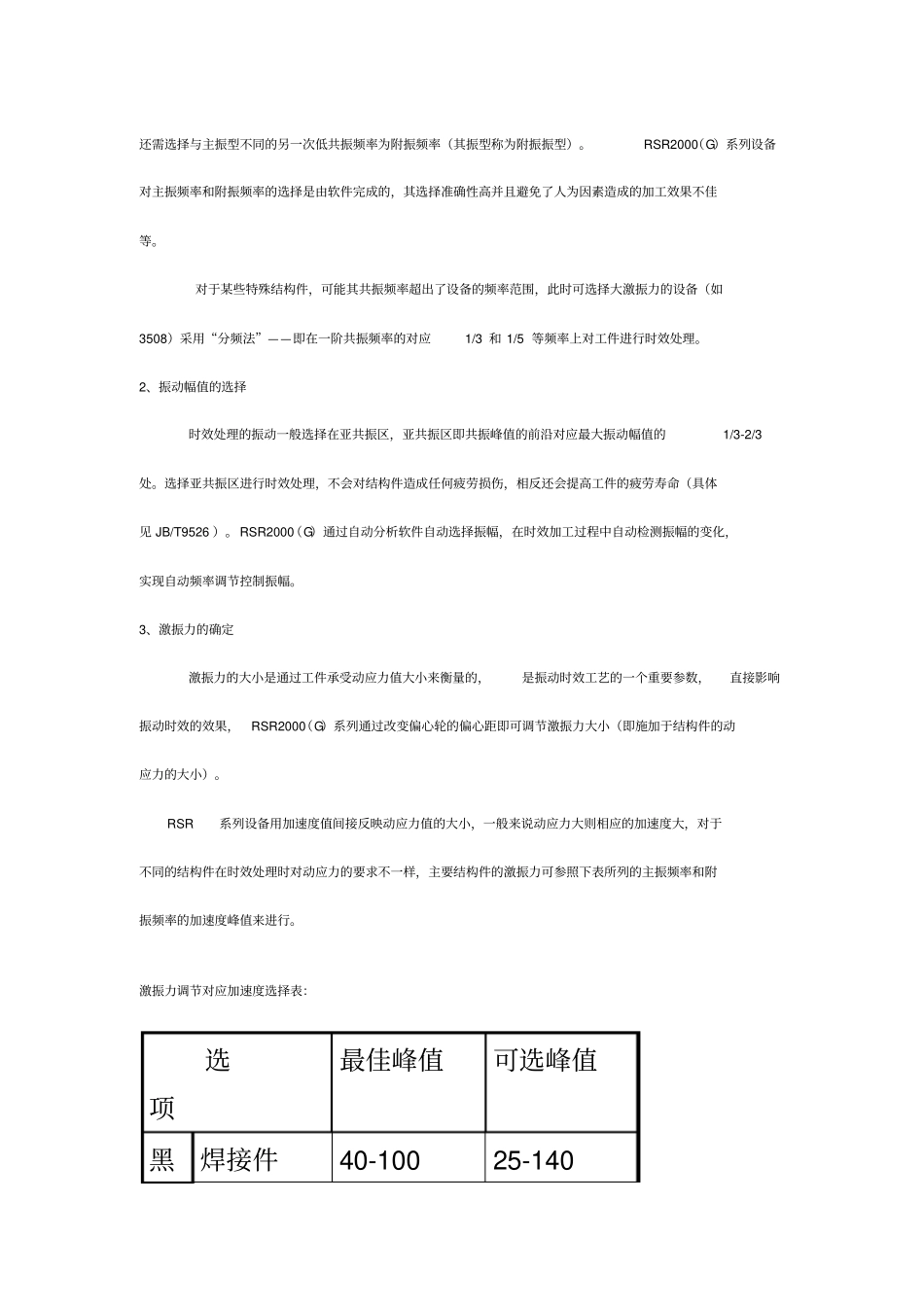
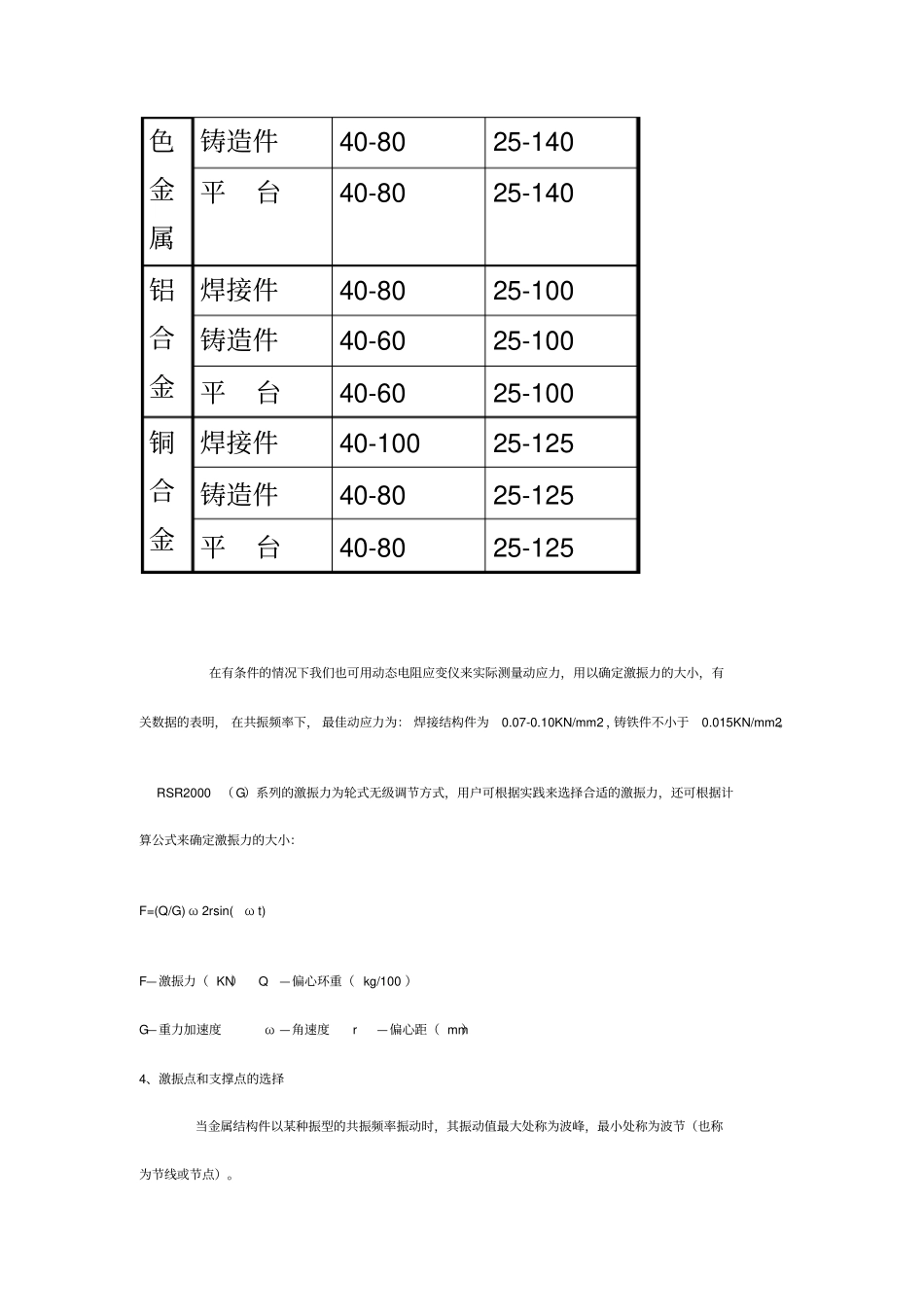
一、基本工艺参数1、振动频率的选择振动时效是在激振器所产生的周期性外力——激振力的作用下在某一频率使金属结构件共振,产生足够的动应力来致使内部残余应力消除或匀化来达到时效目的
每一种金属结构件均有几种不同振型的共振频率,与结构件本身的形状、重量、材质和结构钢性等因素有关
振动时效设备在一定的频率范围内通过扫频可检测出不同振型的数个共振频率(即出现振动最大的峰值频率),在正常情况下RSR2000( G)会自动选择最佳的共振频率为主振频率(其振型称为主振振型),为补充主振振型的不足,在5%的情况下还需选择与主振型不同的另一次低共振频率为附振频率(其振型称为附振振型)
RSR2000(G)系列设备对主振频率和附振频率的选择是由软件完成的,其选