第 1 页 共 1 2 页 HDPE 土 工 膜 及土 工 布施工 工 艺 一、土工膜施工工艺 1
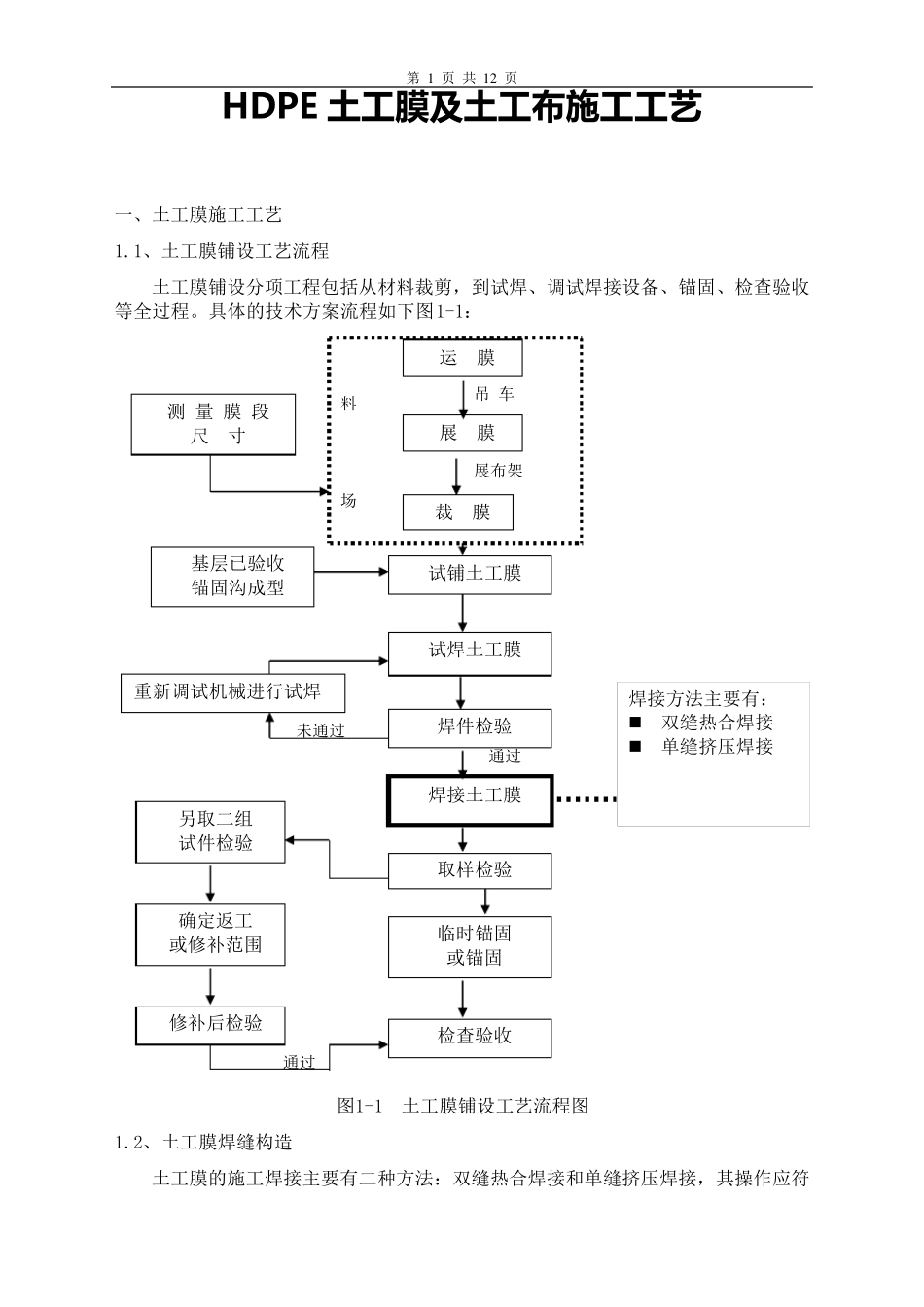
1、土工膜铺设工艺流程 土工膜铺设分项工程包括从材料裁剪,到试焊、调试焊接设备、锚固、检查验收等全过程
具体的技术方案流程如下图1-1: 图1-1 土工膜铺设工艺流程图 1
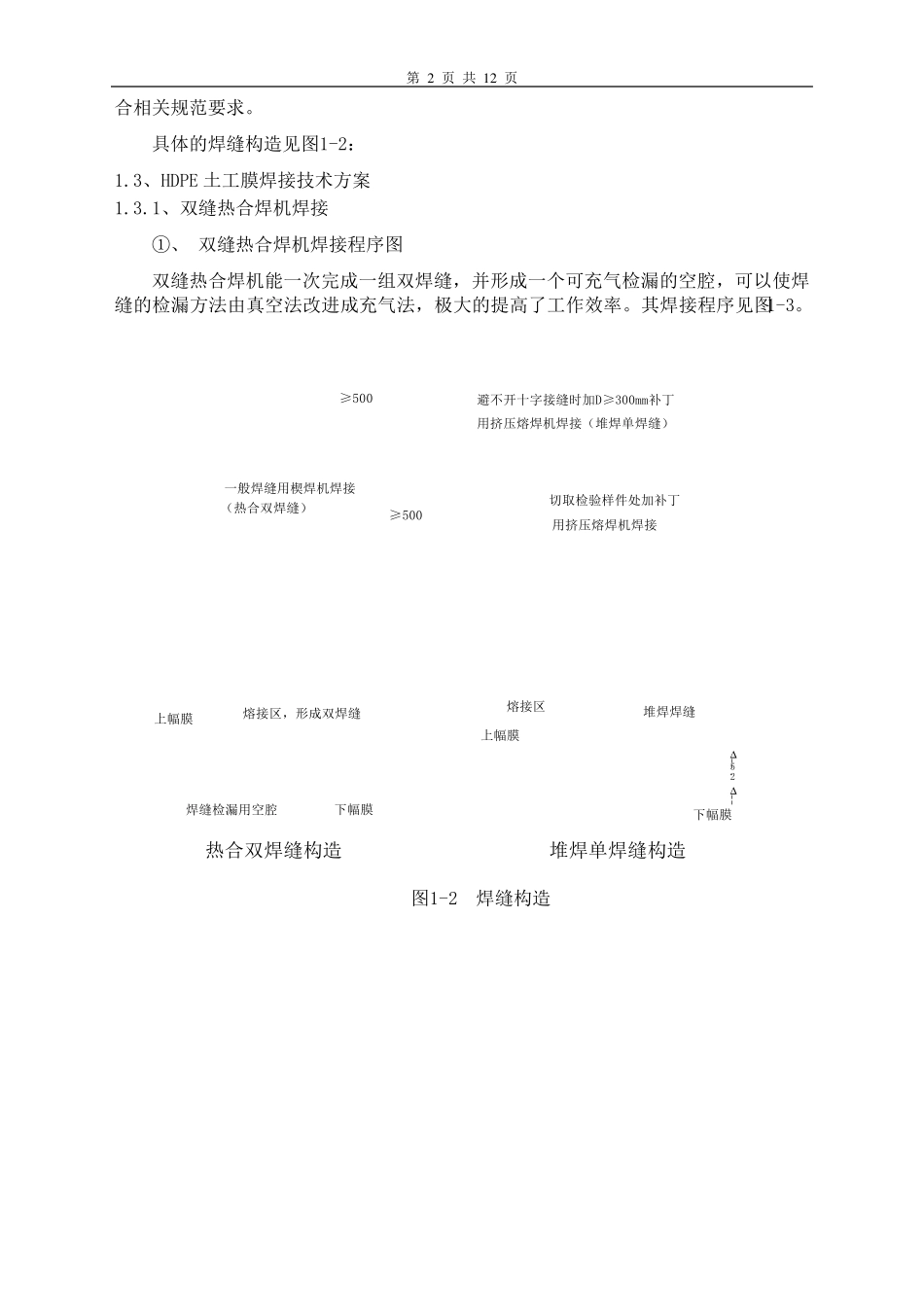
2、土工膜焊缝构造 土工膜的施工焊接主要有二种方法:双缝热合焊接和单缝挤压焊接,其操作应符料 场 通过 通过 测 量 膜 段 尺 寸 基层已验收 锚固沟成型 焊件检验 重新调试机械进行试焊 焊接土工膜 取样检验 临时锚固 或锚固 检查验收 修补后检验 确定返工 或修补范围 另取二组 试件检验 未通过 运 膜 展 膜 裁 膜 试铺土工膜 试焊土工膜 吊 车 展布架 焊接方法主要有: 双缝热合焊接 单缝挤压焊接 第 2 页 共 1 2 页 合相关规范要求
具体的焊缝构造见图1-2: 1
3、HDPE 土工膜焊接技术方案 1
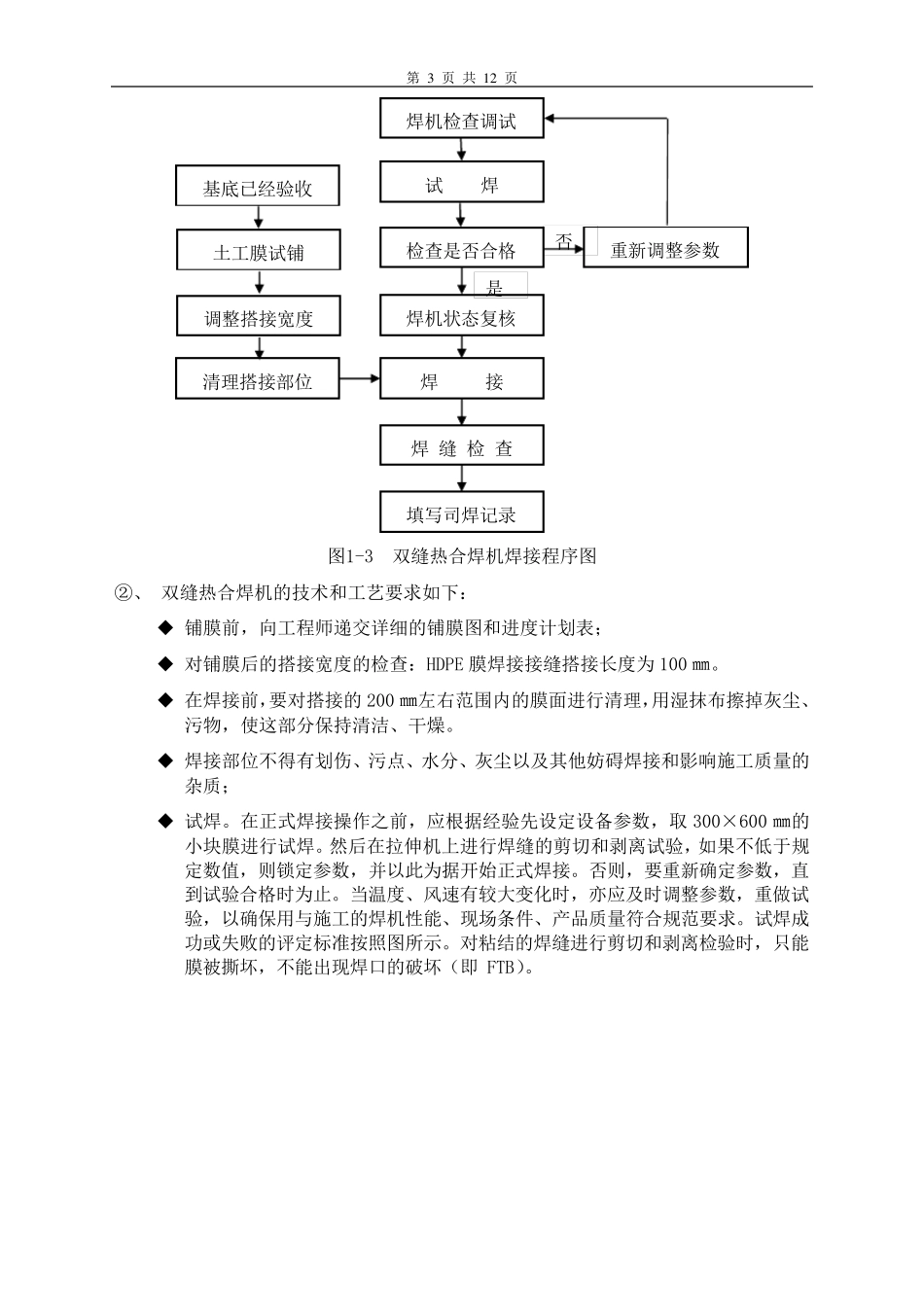
1、双缝热合焊机焊接 ①、 双缝热合焊机焊接程序图 双缝热合焊机能一次完成一组双焊缝,并形成一个可充气检漏的空腔,可以使焊缝的检漏方法由真空法改进成充气法,极大的提高了工作效率
其焊接程序见图1-3
≥500≥500避不开十字接缝时加D≥300mm补丁用挤压熔焊机焊接(堆焊单焊缝)用挤压熔焊机焊接切取检验样件处加补丁一般焊缝用楔焊机焊接¦Δ2
5¦Δ熔接区堆焊焊缝熔接区,形成双焊缝上幅膜下幅膜焊缝检漏用空腔上幅膜下幅膜热合双焊缝构造堆焊单焊缝构造(热合双焊缝) 图1-2 焊缝构造 第 3 页 共 1 2 页 图1-3 双缝热合焊机焊接程序图 ②、 双缝热合焊机的技术和工艺要求如下: 铺膜前,向工程师递交详细的铺膜图和进度计划表; 对铺膜后的搭接宽度的检查:HDPE 膜焊接接缝搭接长度为100 ㎜
在焊接前,要对搭接的200 ㎜左右范围内的膜面进行清理,用湿抹布