塑胶件常见缺陷产生的原因及解决方法 1
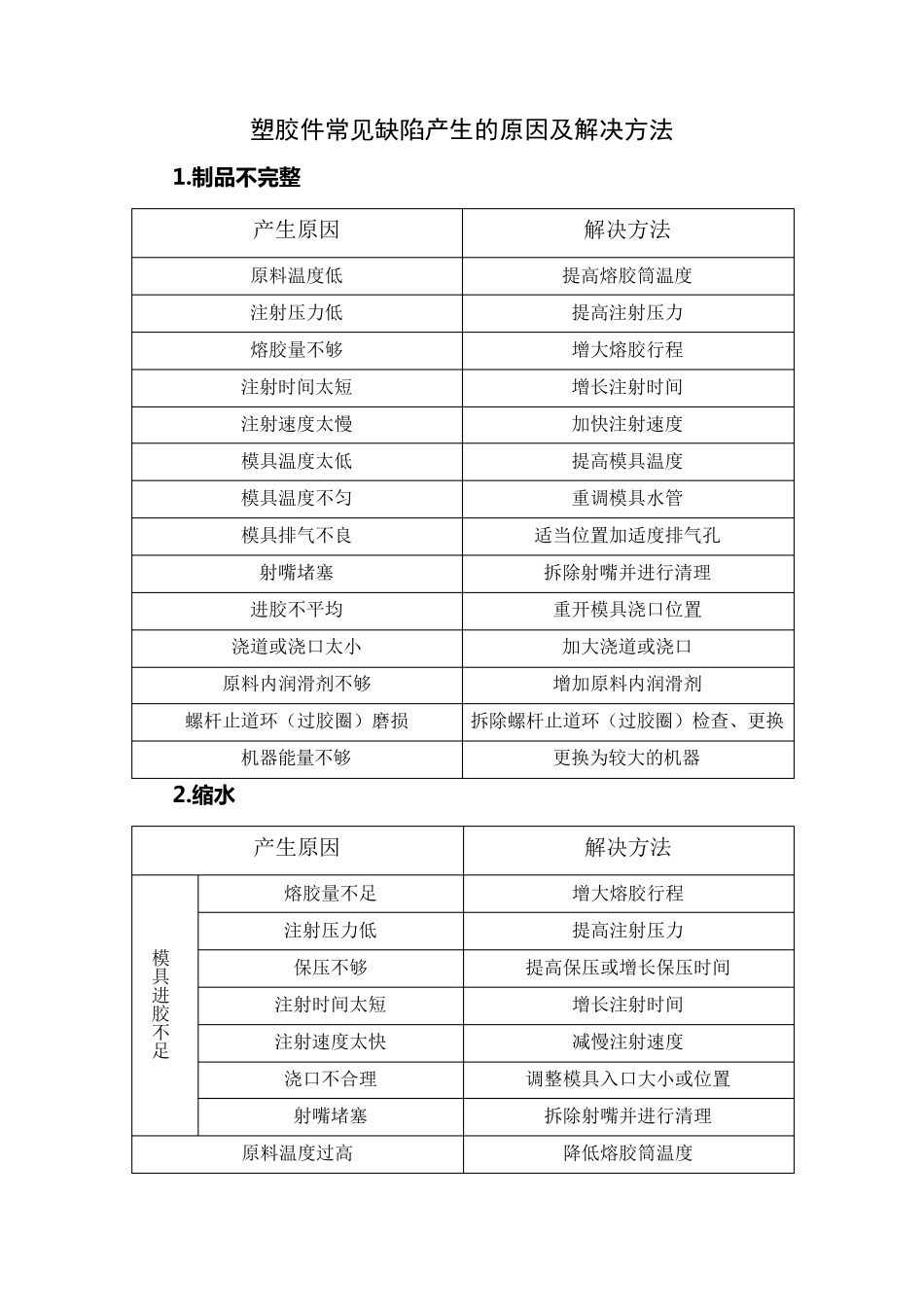
制 品 不完整 产生原因 解决方法 原料温度低 提高熔胶筒温度 注射压力低 提高注射压力 熔胶量不够 增大熔胶行程 注射时间太短 增长注射时间 注射速度太慢 加快注射速度 模具温度太低 提高模具温度 模具温度不匀 重调模具水管 模具排气不良 适当位置加适度排气孔 射嘴堵塞 拆除射嘴并进行清理 进胶不平均 重开模具浇口位置 浇道或浇口太小 加大浇道或浇口 原料内润滑剂不够 增加原料内润滑剂 螺杆止道环(过胶圈)磨损 拆除螺杆止道环(过胶圈)检查、更换 机器能量不够 更换为较大的机器 2
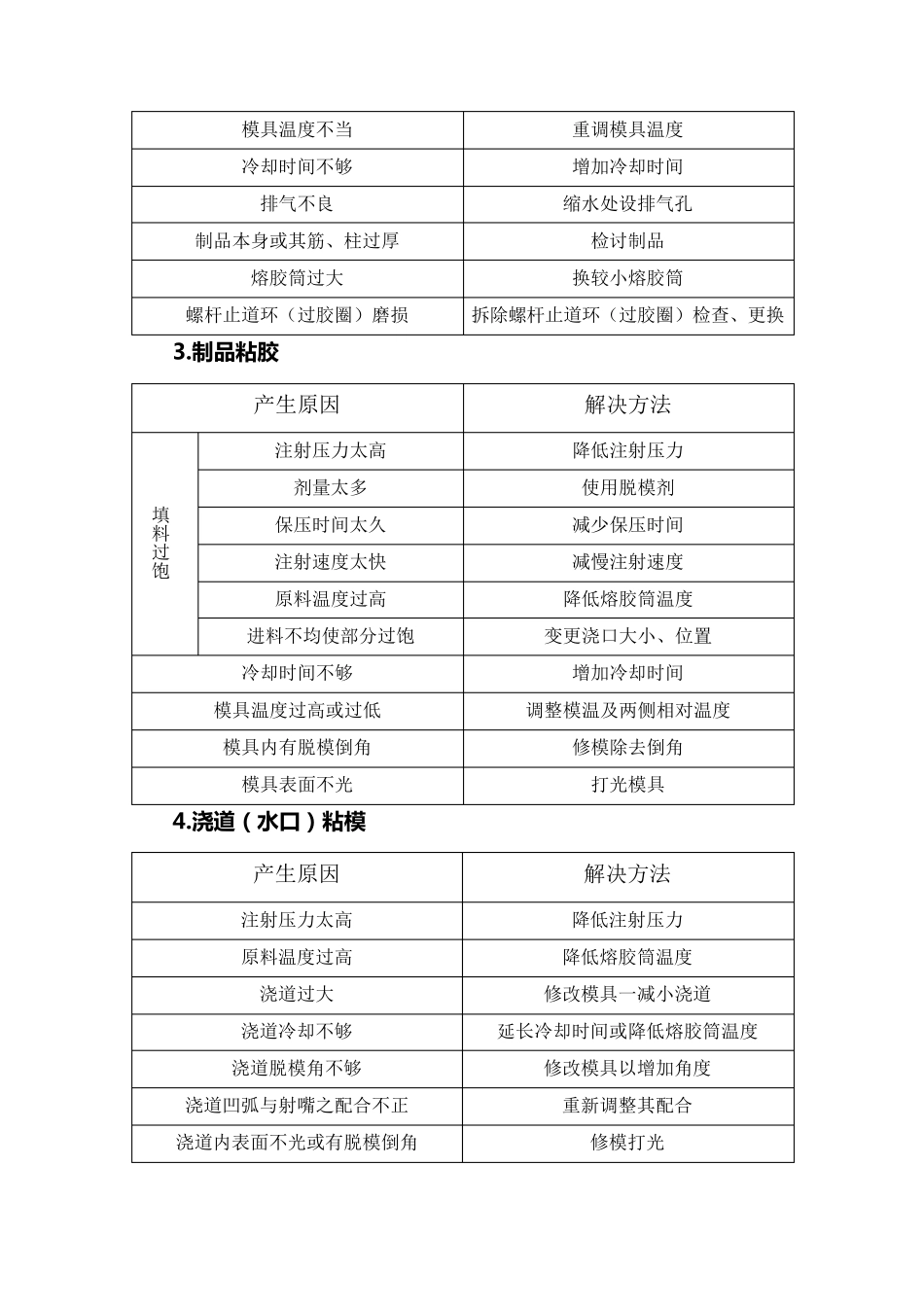
缩水 产生原因 解决方法 模具进胶不足 熔胶量不足 增大熔胶行程 注射压力低 提高注射压力 保压不够 提高保压或增长保压时间 注射时间太短 增长注射时间 注射速度太快 减慢注射速度 浇口不合理 调整模具入口大小或位置 射嘴堵塞 拆除射嘴并进行清理 原料温度过高 降低熔胶筒温度 模具温度不当 重调模具温度 冷却时间不够 增加冷却时间 排气不良 缩水处设排气孔 制品本身或其筋、柱过厚 检讨制品 熔胶筒过大 换较小熔胶筒 螺杆止道环(过胶圈)磨损 拆除螺杆止道环(过胶圈)检查、更换 3
制品粘胶 产生原因 解决方法 填料过饱 注射压力太高 降低注射压力 剂量太多 使用脱模剂 保压时间太久 减少保压时间 注射速度太快 减慢注射速度 原料温度过高 降低熔胶筒温度 进料不均使部分过饱 变更浇口大小、位置 冷却时间不够 增加冷却时间 模具温度过高或过低 调整模温及两侧相对温度 模具内有脱模倒角 修模除去倒角 模具表面不光 打光模具 4
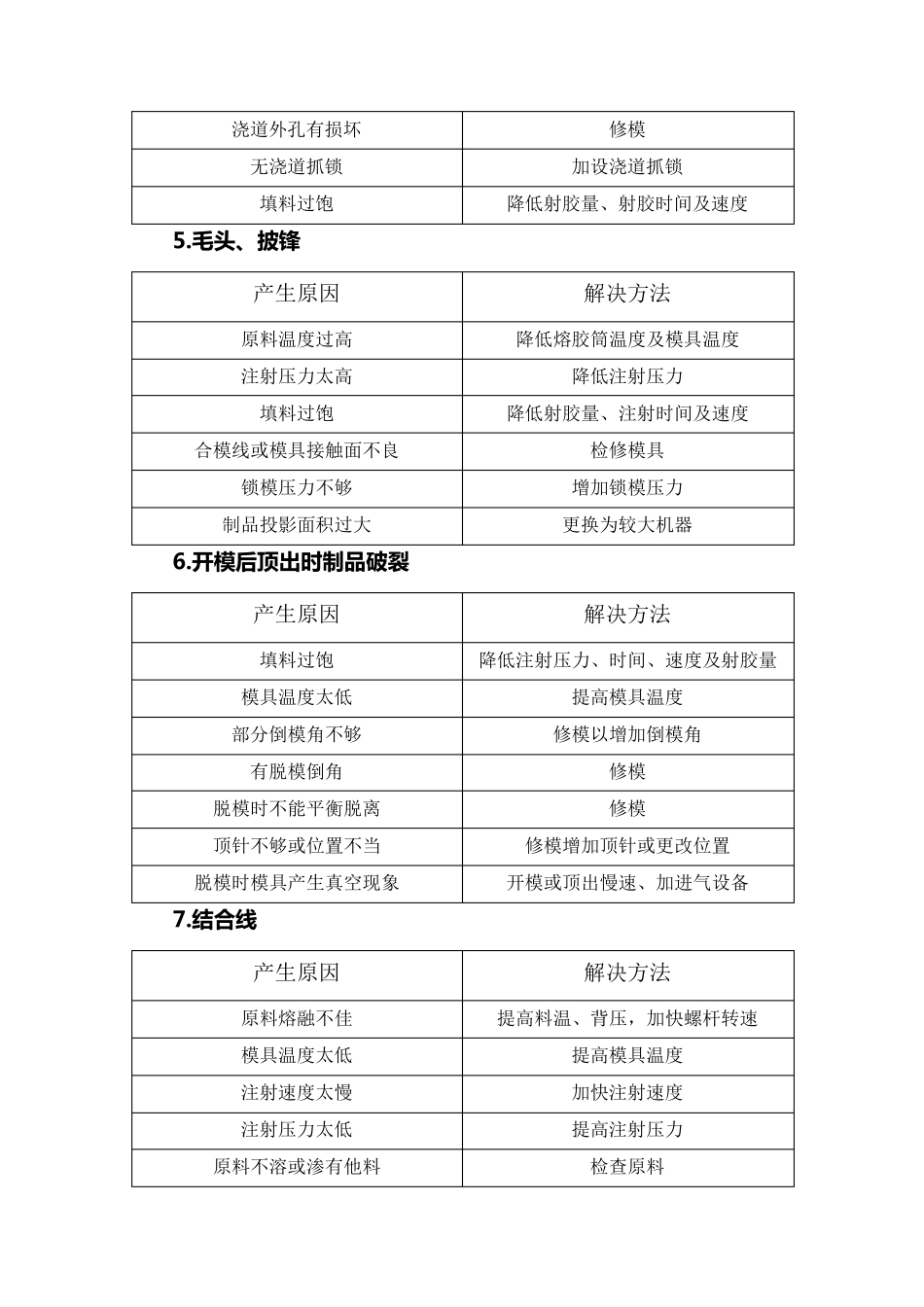
浇道(水口)粘模 产生原因 解决方法 注射压力太高 降低注射压力 原料温度过高 降低熔胶筒温度 浇道过大 修改模具一减小浇道 浇道冷却不够 延长冷却时间或降低熔胶筒温度 浇道脱模角不够 修改模具以增加角度 浇道凹弧与射嘴之配合不正 重新