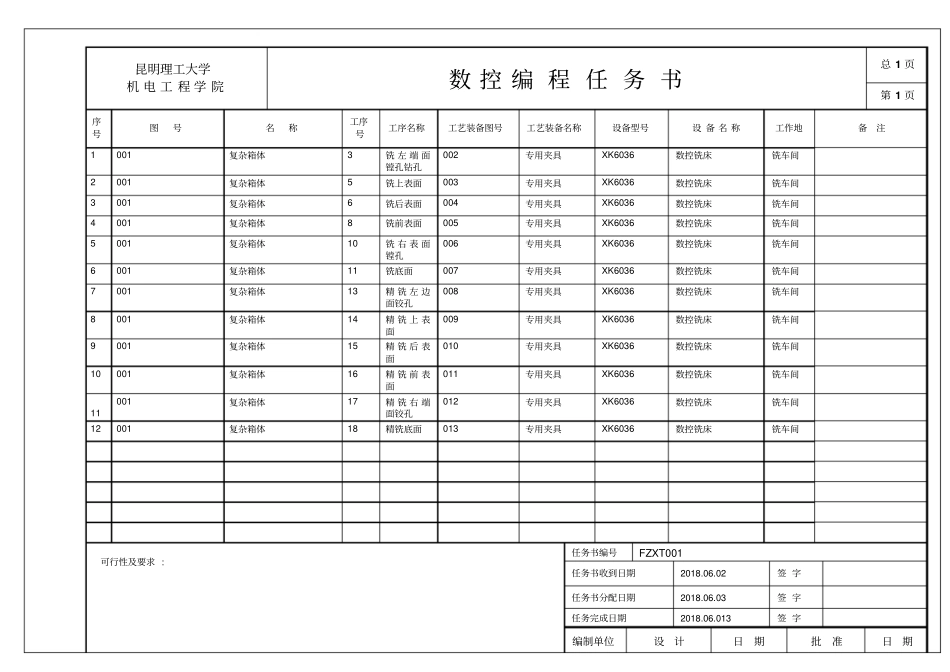
昆明理工大学机 电 工 程 学 院数 控 编 程 任 务 书总 1 页第 1 页序号图号名称工序号工序名称工艺装备图号工艺装备名称设备型号设 备 名 称工作地备注1 001 复杂箱体3 铣 左 端 面镗孔钻孔002 专用夹具XK6036 数控铣床铣车间2 001 复杂箱体5 铣上表面003 专用夹具XK6036 数控铣床铣车间3 001 复杂箱体6 铣后表面004 专用夹具XK6036 数控铣床铣车间4 001 复杂箱体8 铣前表面005 专用夹具XK6036 数控铣床铣车间5 001 复杂箱体10 铣 右 表 面镗孔006 专用夹具XK6036 数控铣床铣车间6 001 复杂箱体11 铣底面007 专用夹具XK6036 数控铣床铣车间7 001 复杂箱体13 精 铣 左 边面铰孔008 专用夹具XK6036 数控铣床铣车间8 001 复杂箱体14 精 铣 上 表面009 专用夹具XK6036 数控铣床铣车间9 001 复杂箱体15 精 铣 后 表面010 专用夹具XK6036 数控铣床铣车间10 001 复杂箱体16 精 铣 前 表面011 专用夹具XK6036 数控铣床铣车间11 001 复杂箱体17 精 铣 右 端面铰孔012 专用夹具XK6036 数控铣床铣车间12 001 复杂箱体18 精铣底面013 专用夹具XK6036 数控铣床铣车间可行性及要求 : 任务书编号FZXT001 任务书收到日期2018
02 签 字任务书分配日期2018
03 签 字任务完成日期2018
013 签 字编制单位设计日期批准日期签字 : 日期数控加工工艺规程产 品 代 号: 011零(部>件代号: 012零(部>件名称:复杂箱体工 艺 类 别:数控加工第 1 版共 1 册第 1 册共 1 页设计陈涛审核标准化批准昆 明 理 工 大 学 机 电 工 程 学 院年月日