料道内玻璃液的均化介绍了料道内玻璃液温度差的形成及对产品性能的影响
通过在料道两侧进行加热可降低玻璃液的温度差, 但料道底部的温度仍然较低,而侧墙电加热是解决料道两侧温差较好的途径
1 料道玻璃液均化原理料道是一个由耐火材料构成的槽,通过它熔化的玻璃液从熔窑工作池流向成型机,从熔窑流来的玻璃液要有控制的冷却,这样从料盆出来的玻璃液料滴从上到下, 两侧与中部之间都要达到温度的一致性
此过程我们称为玻璃的均化
但是玻璃液在料道槽砖流动时,玻璃液接触到耐火砖的两侧,其温度必然要降低,流动也随之慢下来
而中部的玻璃液流动快,温度也高于两侧,从而在料道两侧产生回流、漩涡、滞料
这就形成了所谓的料道“中心流”现象
从而产生了水平方向的温度差(见图 1)
2 均化措施及影响因素我们采用了中部进行冷却,料道两侧进行煤气加热的措施(见图 2)
在后冷却端区域上改变料道温度占50%~60%,在前冷端区域占20%~ 30%,在均衡端区域占 0%一 15%,在料盆区域处只用火焰进行保温,只能有很少温度调整
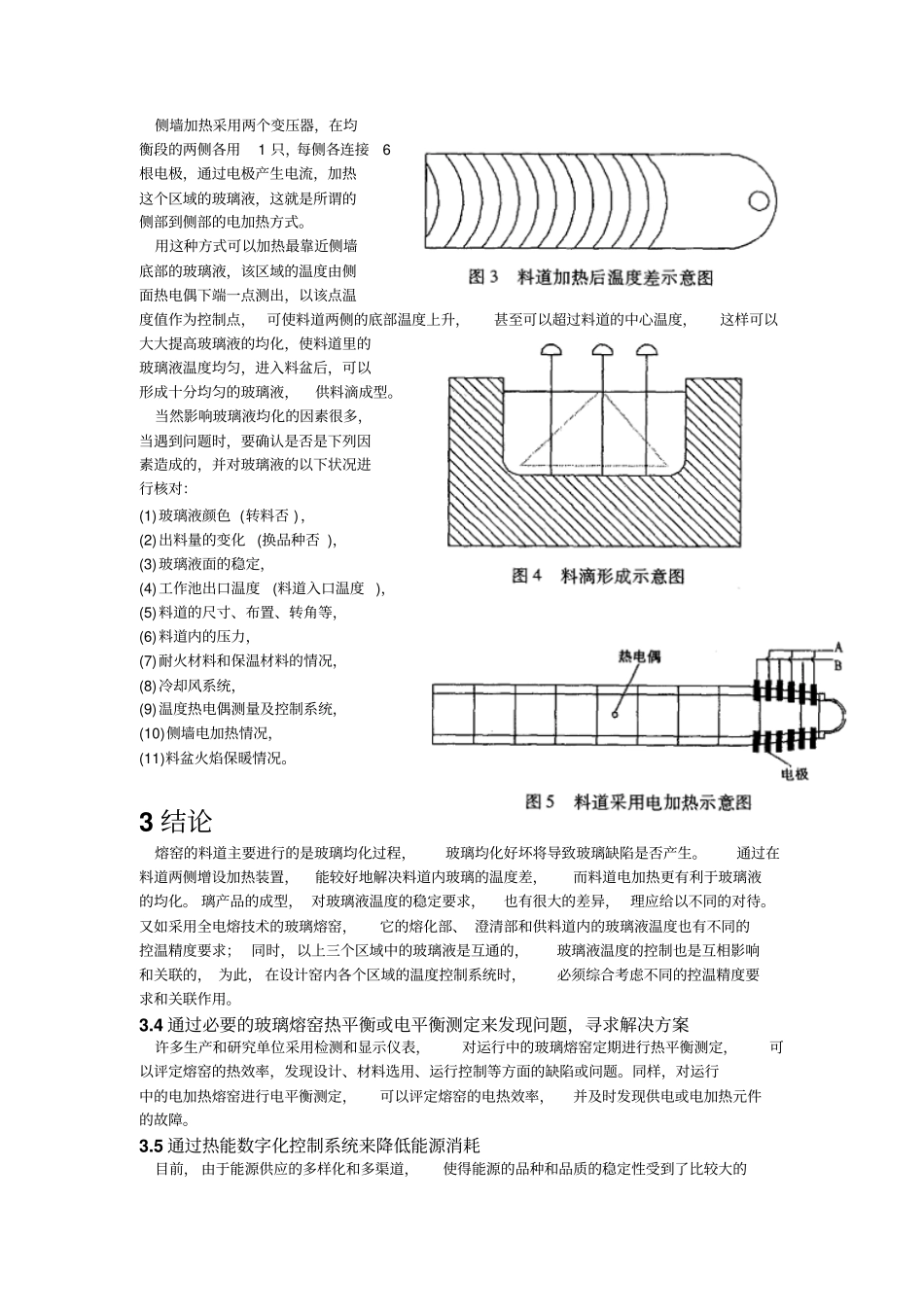
使料道的温度趋于一致,尽量使其玻璃液整体流动(见图 3)
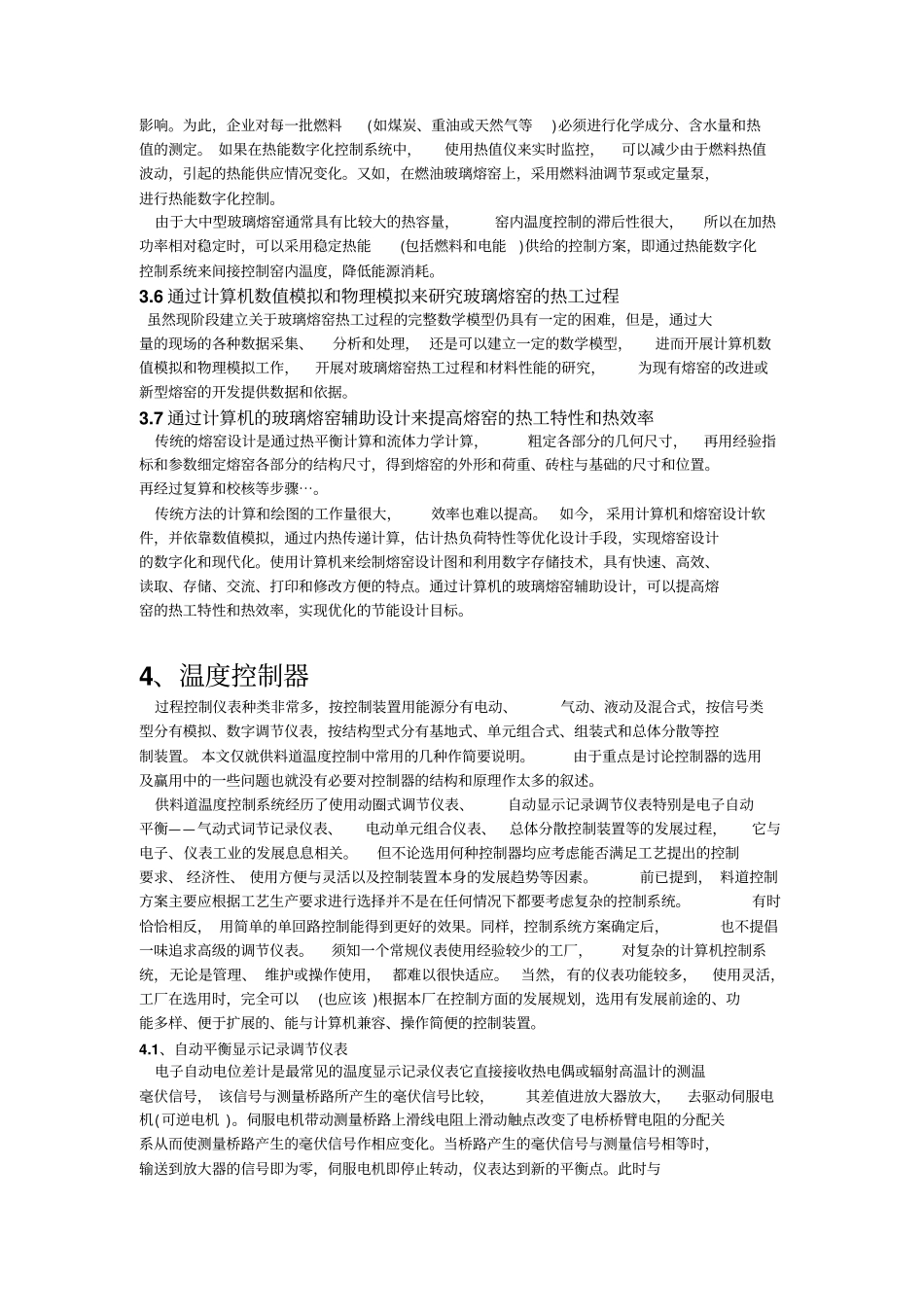
在料盆入口处, 由图 2 我们可见三角形区域代表了料滴的形成, 产品底部及整个产品的直接形成见图 4
虽然我们采用了中部冷却以及保持料道两侧的正压燃烧, 使玻璃液温度均匀性有所改善,但是由于料道底部的玻璃液流动比上层慢,煤气加热的辐射热不能达到玻璃液内部(特别是深色玻璃),加热的辐射对料道底部温度作用不大,因此它存在着垂直方向的温度差
根据以上情况我们可知,料道内两侧的底部区域的玻璃液温度最低,根据图 3 所示, 必须要提高该区域的温度
根据经验,一般两侧底部的温度要低于中间上部15℃左右,这对高速形成、 轻量化、 薄壁制品以及细颈制品压吹等都是十分不利的
我们必须要设法提高料道两侧的底部温度
要完全清除中心和两侧,特别是料道两侧底部之