Flame straightening procedu re(general)Itdependsthe correctmethodofspotheatingdeformationThefactsof flamestraighteningresu ltisas belowinformation:1)thepositionofflamestraightening;2)Theshapeofflamestraightening;3)Theheat inpu tofflamestraightening
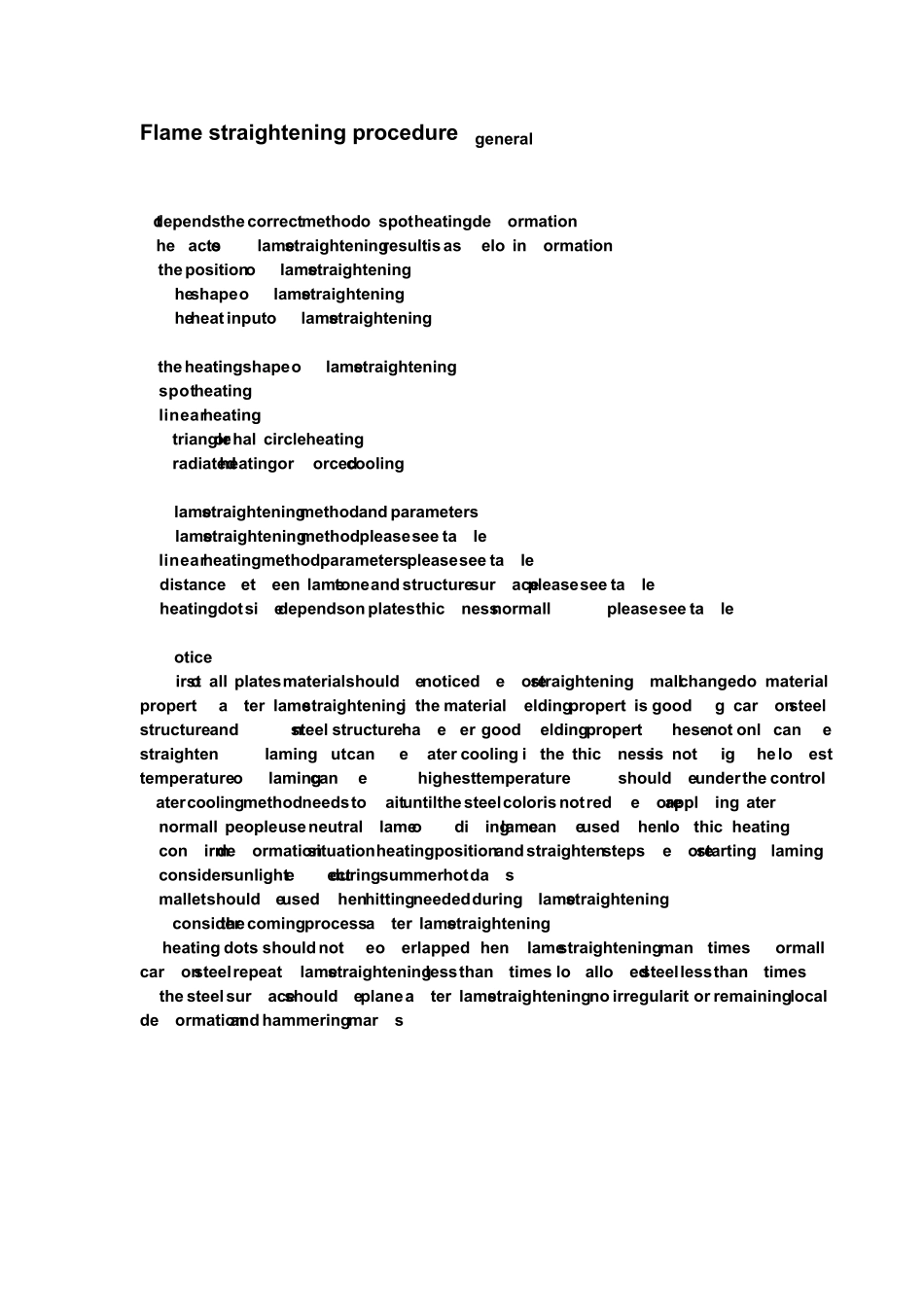
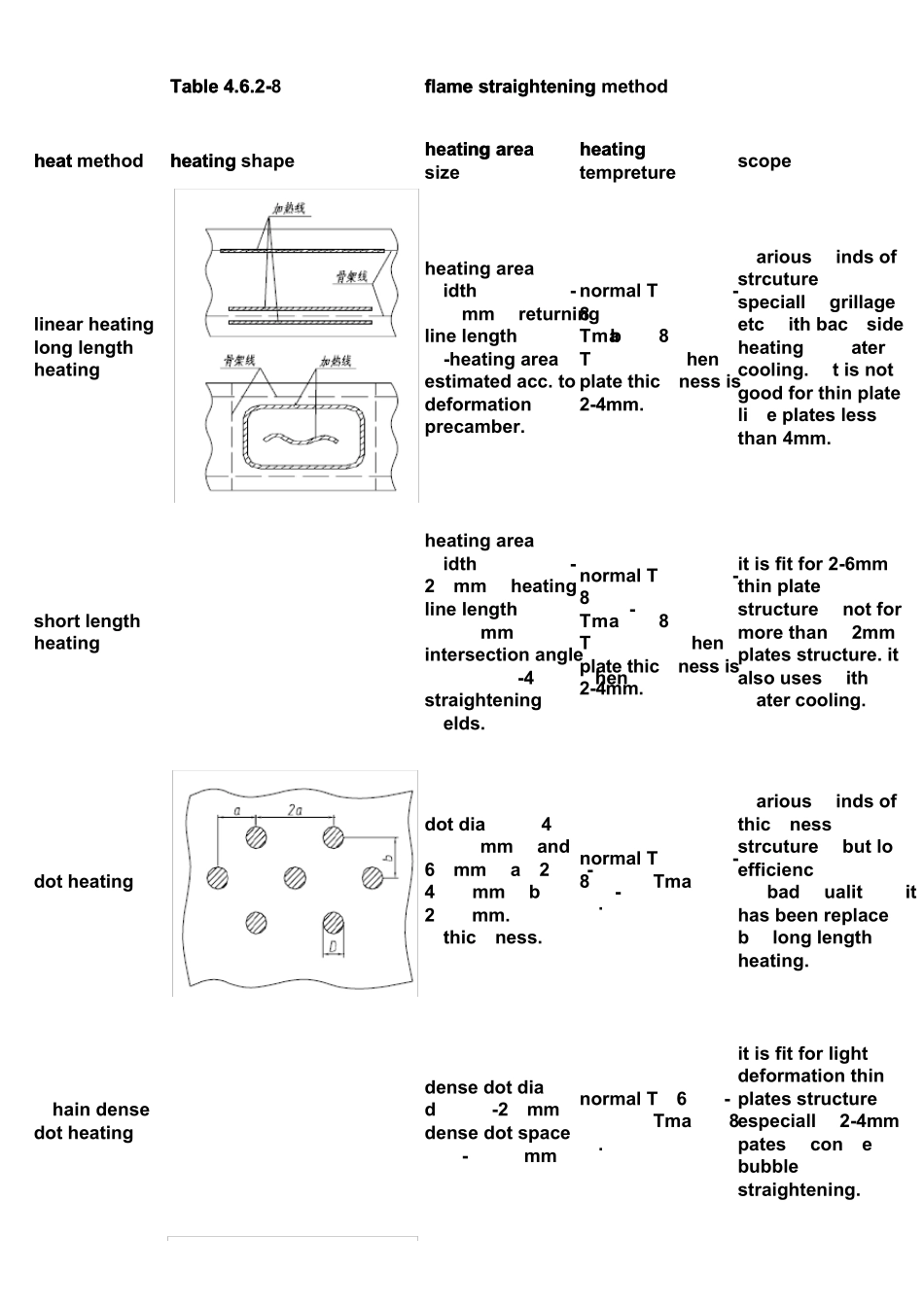
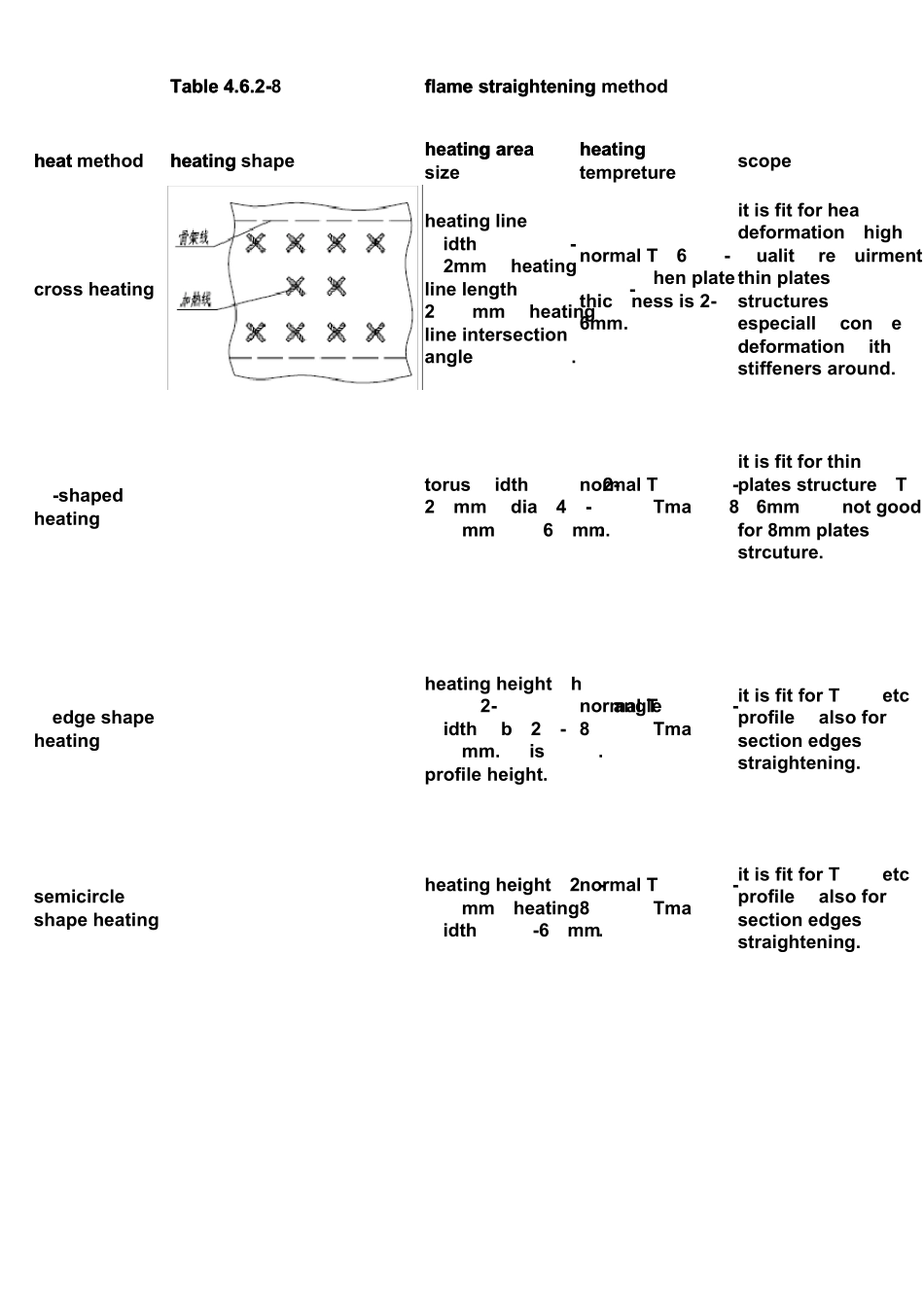
theheatingshapeofflamestraighteningA,spotheatingB,linearheatingC,triangleor halfcircleheatingD,radiatedheatingor forcedcooling2
flamestraighteningmethodand parametersA,flamestraighteningmethodpleasesee table4
2-8B,linearheatingmethodparameterspleasesee table4
2-9C,distancebetweenflametoneand stru ctu resu rfacepleasesee table4
2-10D,heatingdotsizedependson platesthickness,normallyΦ=4δ,pleasesee table4
Notice1)firstofall,platesmaterialshou ldbenoticedbeforestraightening
Smallchangedofmaterialproperty afterflamestraighteningifthe m