路漫漫其悠远少壮不努力,老大徒悲伤10/20/2024柴油机缸盖缸体铸造工艺设计路漫漫其悠远锲而不舍,金石可镂内容简介一、铸造工艺方案的确定;二、工艺参数设定;三、砂芯设计;四、浇注系统设计;五、排气系统设计
路漫漫其悠远锲而不舍,金石可镂一、铸造工艺方案确定铸造工艺方案确定主要包含三方面内容:砂箱中铸件数量及排列、浇注位置、分型面选定
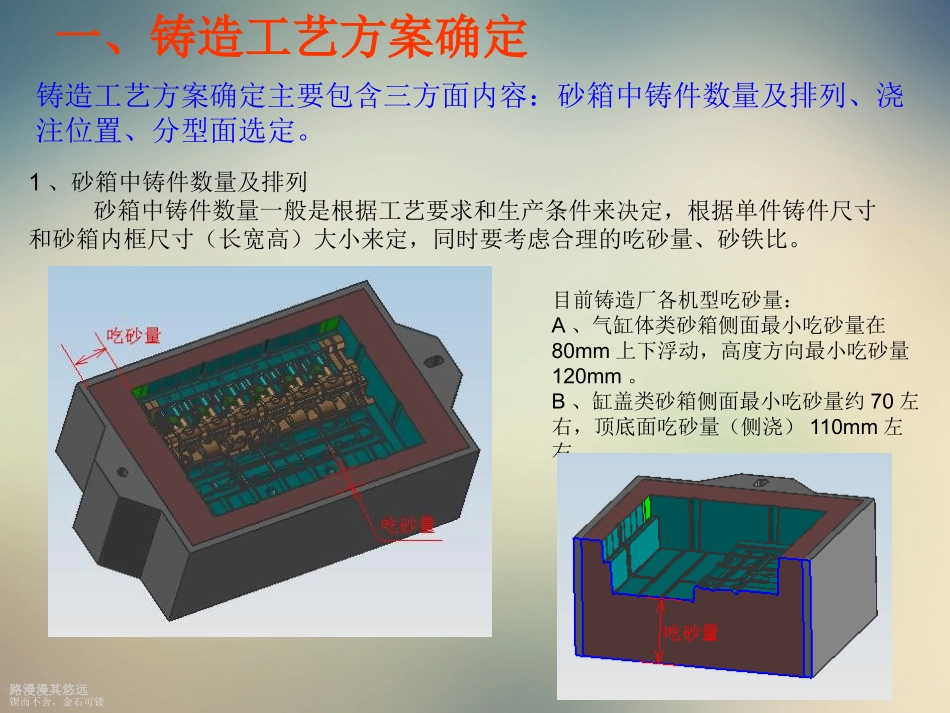
1、砂箱中铸件数量及排列砂箱中铸件数量一般是根据工艺要求和生产条件来决定,根据单件铸件尺寸和砂箱内框尺寸(长宽高)大小来定,同时要考虑合理的吃砂量、砂铁比
目前铸造厂各机型吃砂量:A、气缸体类砂箱侧面最小吃砂量在80mm上下浮动,高度方向最小吃砂量120mm
B、缸盖类砂箱侧面最小吃砂量约70左右,顶底面吃砂量(侧浇)110mm左右
路漫漫其悠远锲而不舍,金石可镂2、浇注位置确定浇注位置是根据铸件结构特点、尺寸、重量、技术要求、铸造合金特性、铸造方法以及生产车间条件决定的
路漫漫其悠远锲而不舍,金石可镂3、分型面选定缸盖类大部分是用砂芯包围而成,其分型面基本选在内腔水道闷头孔中心线位置;缸体类分型面选在缸孔中心线平面上
路漫漫其悠远锲而不舍,金石可镂二、工艺参数设定工艺参数设定包含:加工余量、铸件收缩率、拔模斜度、最小铸出孔、反变形量、工艺补正量、分型(盒)负数等
1、加工余量为了获得光滑的表面,铸件表面需要进行机加工
铸件的加工余量一般是在工艺图或技术要求中用文字描述;采用非标准加工余量时,应在工艺图上所需部位直接标出
路漫漫其悠远锲而不舍,金石可镂2、铸件收缩率铸件收缩率是指铸件从收缩开始温度(液相中析出枝晶搭成的骨架开始有固态性质时的温度)冷却到室温时相对体积收缩量,通常以模样与铸件长度差值比表示
气缸体、缸盖铸件结构复杂且壁厚不均匀,其各部位冷却速度不同,互相制约,各个方向的收缩率也不一样,砂芯越多,铸件收缩阻力就越大,收缩率就越小