一、 项目简介 山东德州兴泰纸业公司是山东照东方纸业集团新建的具有国内领先水平的高档板纸生产企业
其高档板纸项目为国家经贸委批复立项的国家重点技术改造“双高一优”项目
公司位于山东省平原县龙门经济开发东区,占地 500 余亩,总投资 5 亿元,主要生产 100-300g/m 2 环保型高档工业板纸
设计生产能力为 20 万吨/年
该项目采用日本、欧美等国家的先进的生产工艺设备,配置了国内先进的 4400/450 板纸机生产线,是国内生产规模最大的生产线之一
项目工艺以美废(欧废、国废),木浆为主要原料
可参阅下图(一)
图(一) 该4200/450 纸机传动控制系统以西门子S7-400 PLC 为主控制器,以5 个S7-200 PLC 为辅助控制器,同时配合5 个OP270操作屏作为系统操作控制面板
由于该传动系统共有传动点40个,再加上主从控制PLC、操作屏,整个系统的节点数共有50个,必须采用高速通讯网络来实现实时数据交换与控制,因此采用西门子Profibus dp 高速现场总线通讯网络来构建整个传动系统,从而保证系统反应迅速及时,并能可靠运行
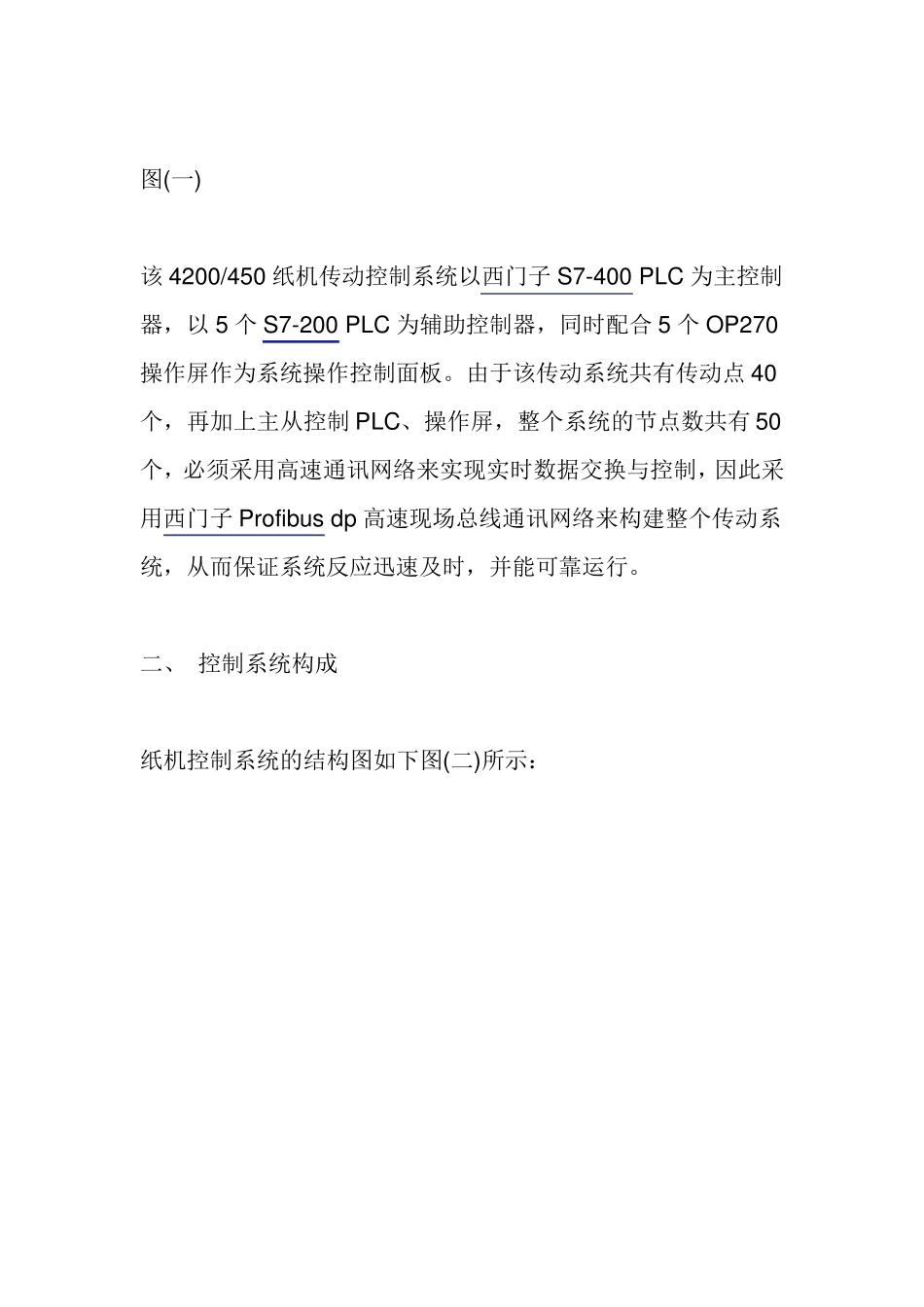
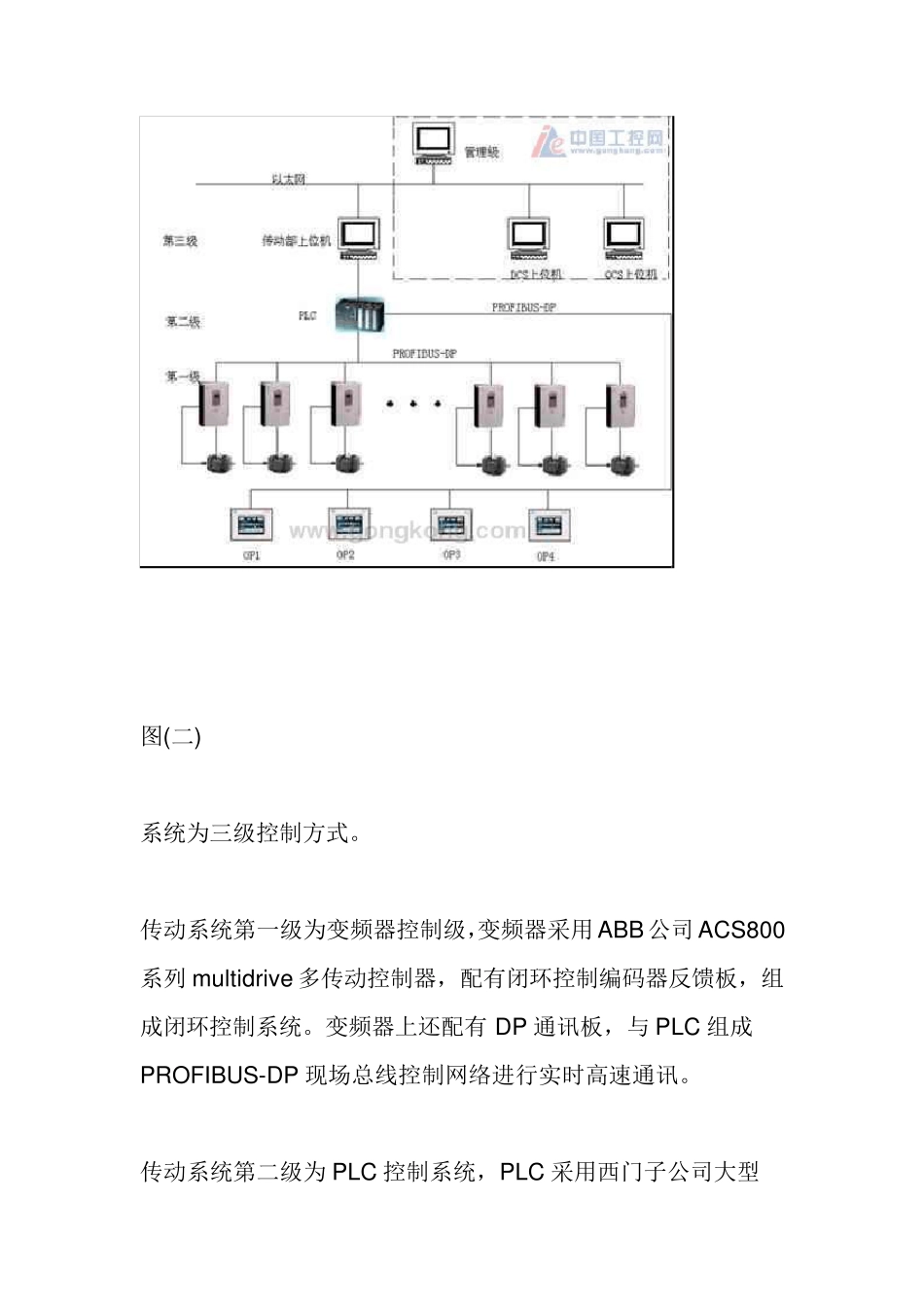
二、 控制系统构成 纸机控制系统的结构图如下图(二)所示: 图(二) 系统为三级控制方式
传动系统第一级为变频器控制级,变频器采用 ABB 公司 ACS800系列 multidrive 多传动控制器,配有闭环控制编码器反馈板,组成闭环控制系统
变频器上还配有 DP 通讯板,与 PLC 组成PROFIBUS-DP 现场总线控制网络进行实时高速通讯
传动系统第二级为PLC 控制系统,PLC 采用西门子公司大型S7-400 CPU 为414-2DP,操作控制选用西门子OP270 操作屏
S7-400 与变频器、OP270 操作屏以及 S7-200 辅助 PLC 组成PROFIBUS-DP 现场总线控制网络,完成整个纸机操作控制