1、脉冲参数的选择 线切割加工一般都采用晶体管高频脉冲电源,用单个脉冲能量小、脉宽窄、频率高的脉冲参数进行正极性加工
加工时,可改变的脉冲参数主要有电流峰值、脉冲宽度、脉冲间隔、空载电压、放电电流
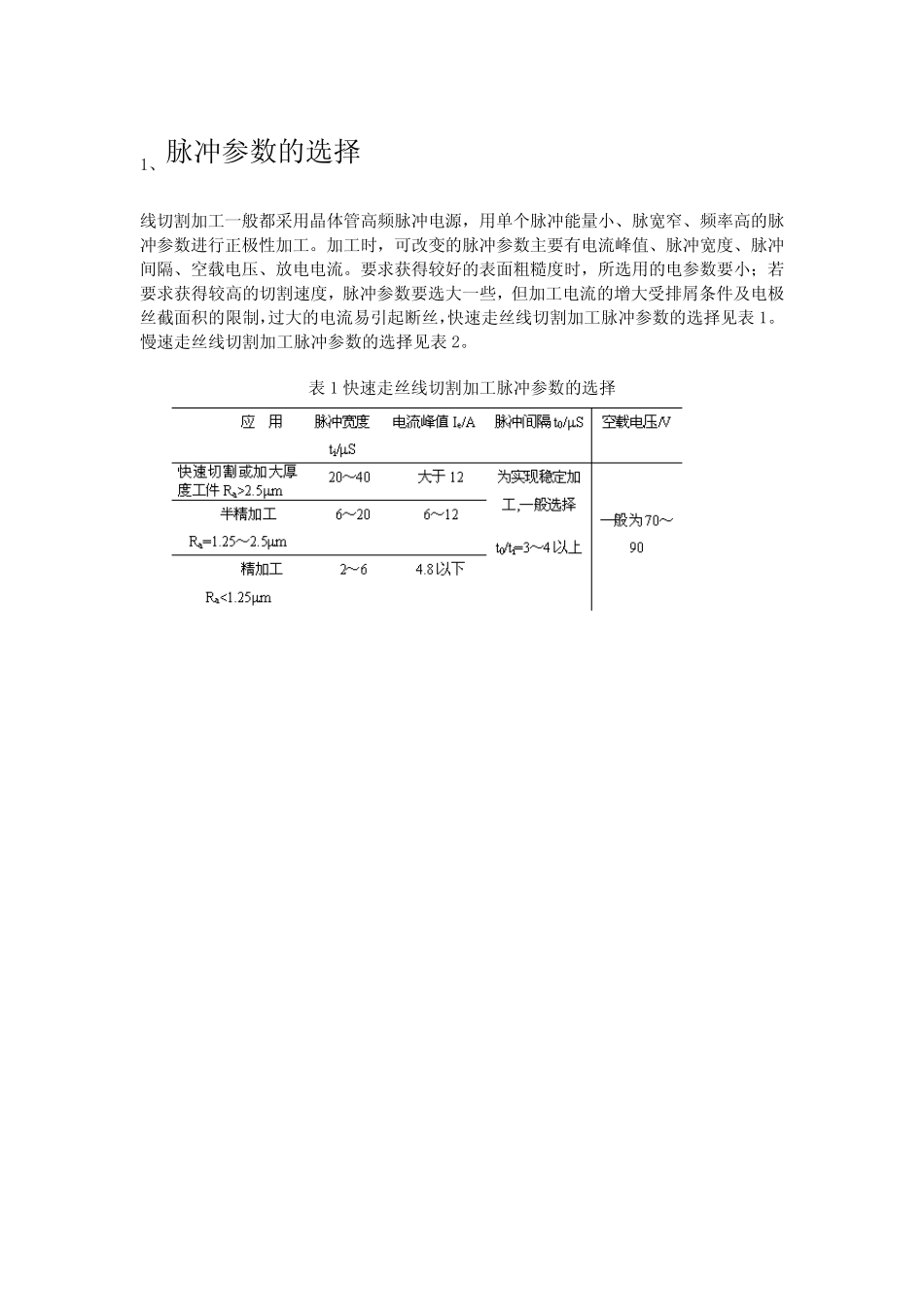
要求获得较好的表面粗糙度时,所选用的电参数要小;若要求获得较高的切割速度,脉冲参数要选大一些,但加工电流的增大受排屑条件及电极丝截面积的限制,过大的电流易引起断丝,快速走丝线切割加工脉冲参数的选择见表 1
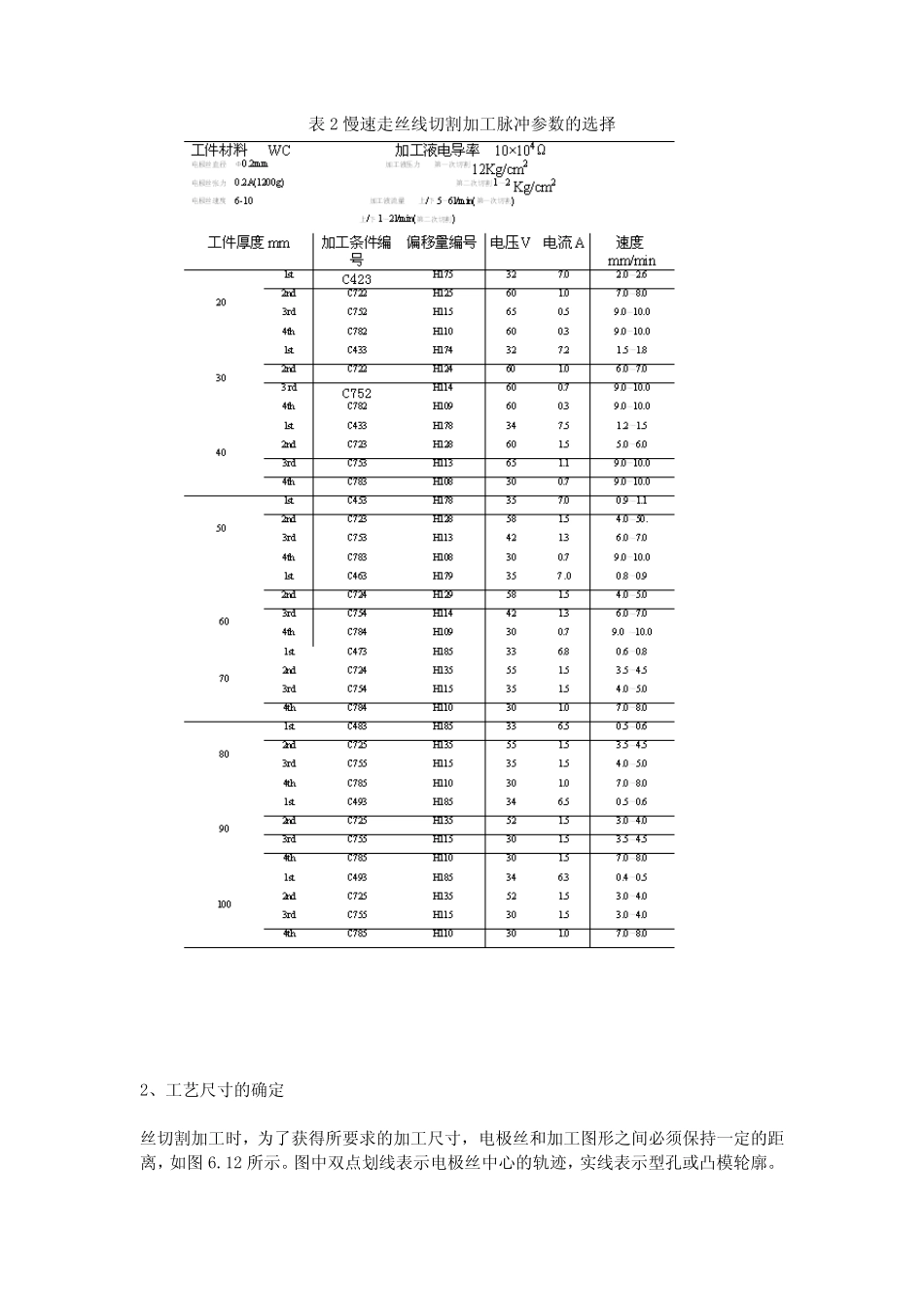
慢速走丝线切割加工脉冲参数的选择见表 2
表 1 快速走丝线切割加工脉冲参数的选择 表2 慢速走丝线切割加工脉冲参数的选择 2、工艺尺寸的确定 丝切割加工时,为了获得所要求的加工尺寸,电极丝和加工图形之间必须保持一定的距离,如图 6
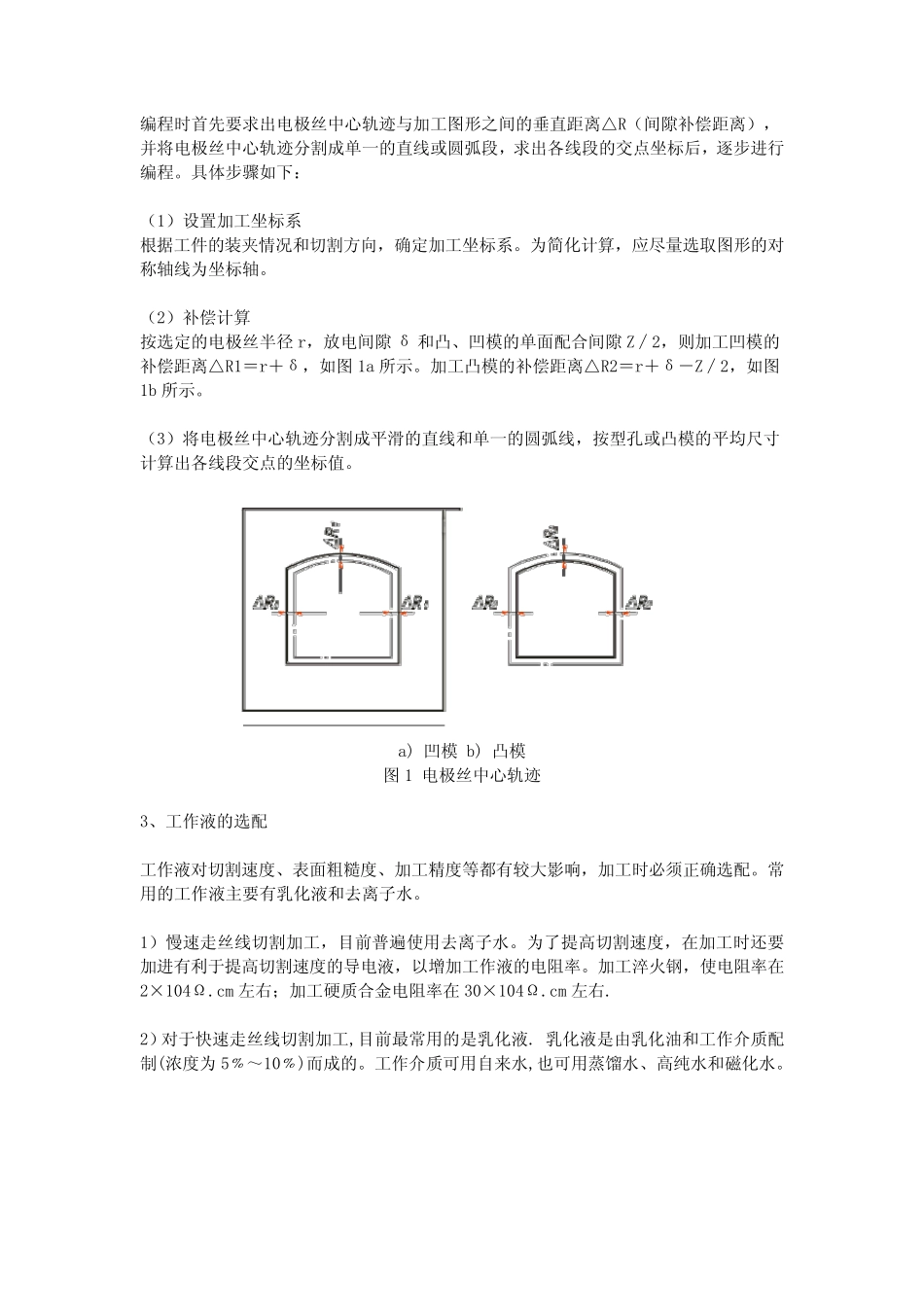
图中双点划线表示电极丝中心的轨迹,实线表示型孔或凸模轮廓
编 程 时 首 先 要 求 出 电 极 丝 中 心 轨 迹 与 加 工 图 形 之 间 的 垂 直 距 离 △ R( 间 隙 补 偿 距 离 ) ,并 将 电 极 丝 中 心 轨 迹 分 割 成 单 一 的 直 线 或 圆 弧 段 , 求 出 各 线 段 的 交 点 坐 标 后 , 逐 步 进 行编 程
具 体 步 骤 如 下 : ( 1) 设 置 加 工 坐 标 系 根 据 工 件 的 装 夹 情 况 和 切 割 方 向 , 确 定 加 工 坐 标 系
为 简 化 计 算 , 应 尽 量 选 取 图 形 的 对称 轴 线 为 坐 标 轴
( 2) 补 偿 计 算 按 选 定 的 电 极 丝 半 径 r, 放 电 间 隙 δ 和 凸 、 凹 模 的 单 面 配 合 间 隙 Z∕ 2, 则 加 工 凹 模 的补 偿 距 离 △ R1= r+ δ , 如 图 1a 所 示
加 工 凸 模 的 补 偿 距 离 △ R2= r+ δ - Z∕ 2, 如 图1b 所 示