统计过程控制(SPC)案例分析 2003-04 第 1 页 共 21 页 【案例 1】 RX 控制图示例 某手表厂为了提高手表的质量,应用排列图分析造成手表不合格品的各种原因,发现“停摆”占第一位
为了解决停摆问题,再次应用排列图分析造成停摆事实的原因,结果发现主要是由于螺栓松动引发的螺栓脱落成的
为此厂方决定应用控制图对装配作业中的螺栓扭矩进行过程控制
分解:螺栓扭矩是一计量特性值,故可选用基于正态分布的计量控制图
又由于本例是大量生产,不难取得数据,故决定选用灵敏度高的RX 图
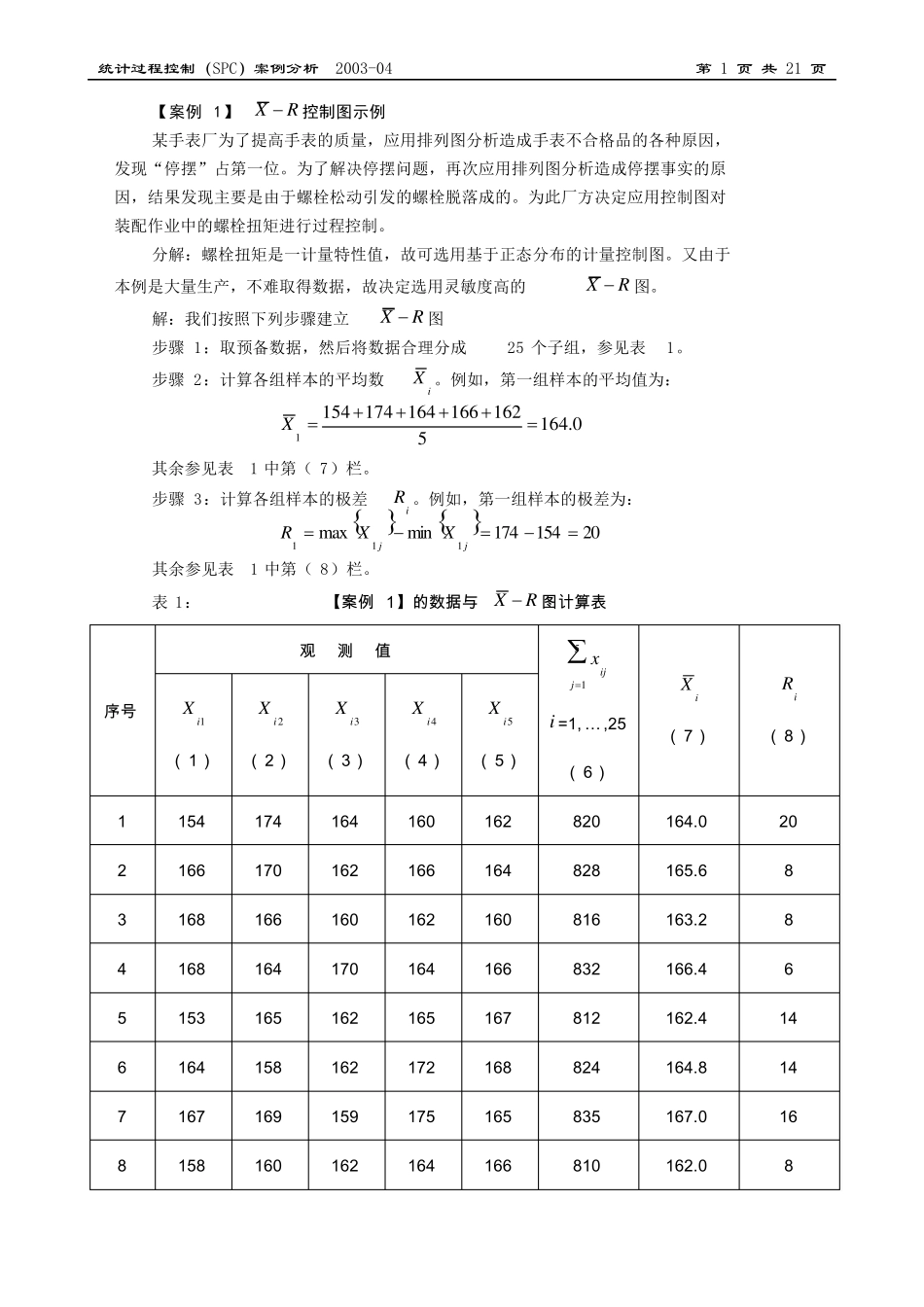
解:我们按照下列步骤建立RX 图 步骤 1:取预备数据,然后将数据合理分成25 个子组,参见表1
步骤 2:计算各组样本的平均数iX
例如,第一组样本的平均值为: 0
16451621661641741541X 其余参见表1 中第( 7)栏
步骤 3:计算各组样本的极差iR
例如,第一组样本的极差为: 20154174minmax111jjXXR 其余参见表1 中第( 8)栏
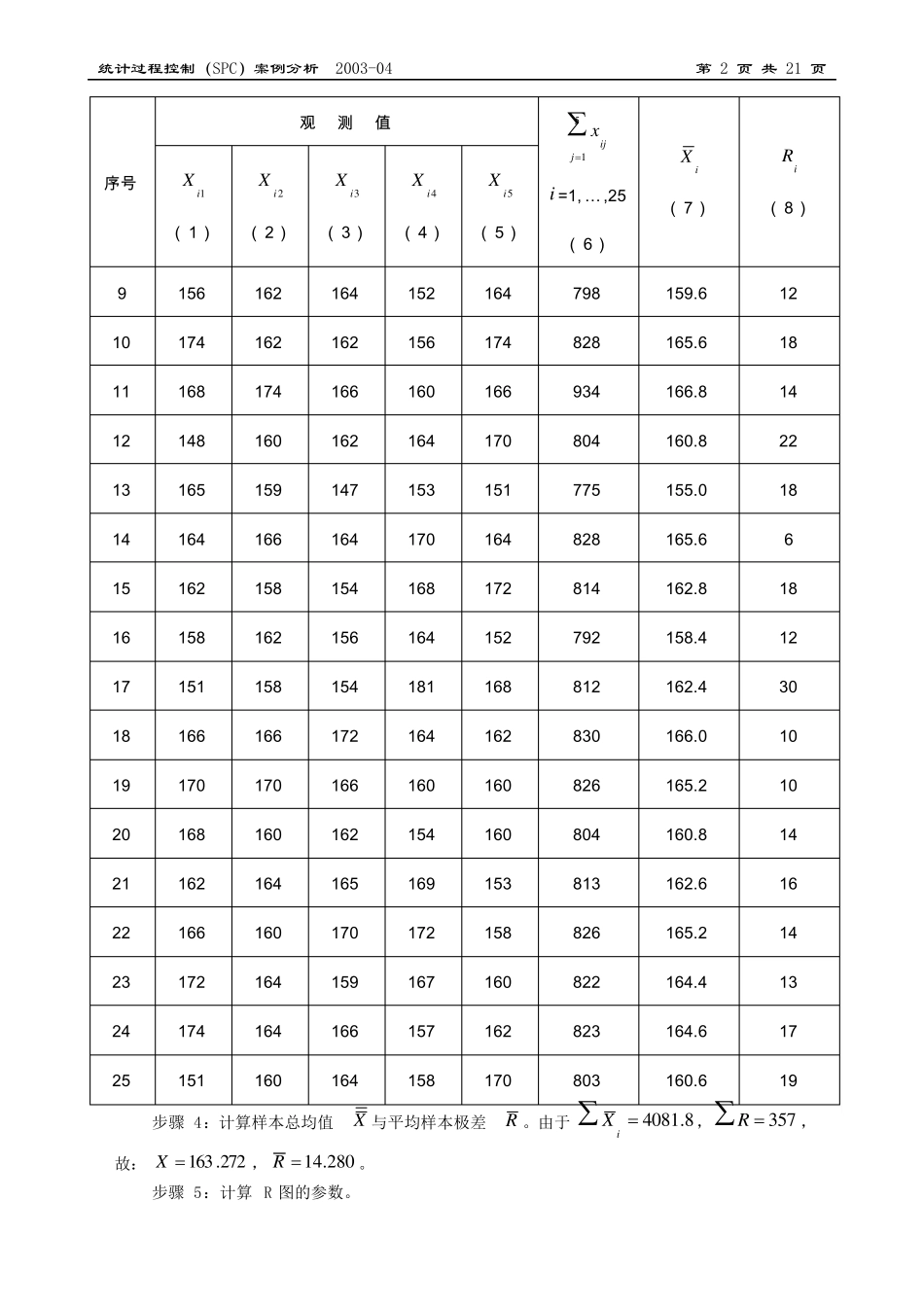
表1: 【 案 例1】 的 数 据 与RX 图 计 算 表 序 号 观 测 值 51jijx i =1, …,25 (6) iX (7) iR (8) 1iX (1) 2iX (2) 3iX (3) 4iX (4) 5iX (5) 1 154 174 164 160 162 820 164
0 20 2 166 170 162 166 164 828 165
6 8 3 168 166 160 162 160 816 163
2 8 4 168 164 170 164 166 832 166
4 6 5 153 165 162 165 167 812 162
4 14 6 164 158 162 172 168 824 164
8 14 7 167 169 159