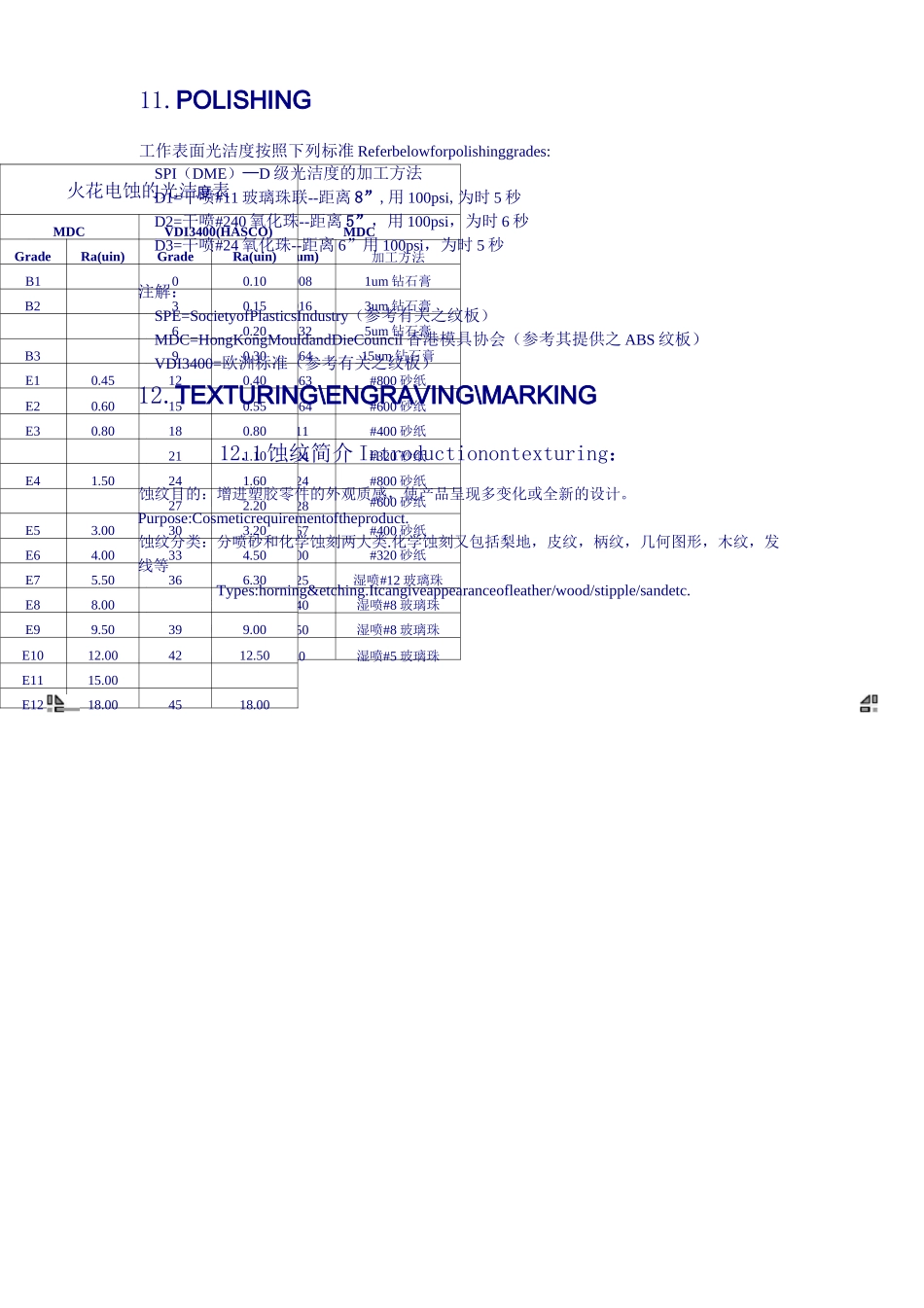
抛光光洁度表标准SPI(DME)MDCGradeRa(uin)加工方法Ra(um)加工方法A00
0081um 钻石膏A10-1#3 钻石膏0
0163um 钻石膏A21-2#6 钻石膏0
0325um 钻石膏A32-3#15 钻石膏0
06415um 钻石膏B00
063#800 砂纸B12-3#600 砂纸0
064#600 砂纸B23-5#400 砂纸0
11#400 砂纸B39-10#320 砂纸0
24#320 砂纸C00
24#800 砂纸C110-12#800 油石0
28#600 砂纸C225-28#400 油石0
67#400 砂纸C338-42#320 油石1
00#320 砂纸D00
25湿喷#12 玻璃珠D110-12干喷#11 玻璃珠0
40湿喷#8 玻璃珠D226-32干喷#24 氧化珠0
50湿喷#8 玻璃珠D3190-230干喷#24 氧化珠2
0湿喷#5 玻璃珠火花电蚀的光洁度表MDCVDI3400(HASCO)GradeRa(uin)GradeRa(uin)B100
10B230
20B390
00E1012
004212
50E1115
00E1218
004518
POLISHING工作表面光洁度按照下列标准 Referbelowforpolishinggrades:SPI(DME)—D 级光洁度的加工方法D1=干喷#11 玻璃珠联--距离 8”,用 100psi,为时 5 秒D2=干喷#240 氧化珠--距离 5”,用 100psi,为时 6 秒D3=干喷#24 氧化珠--距离 6”用 1